Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 551
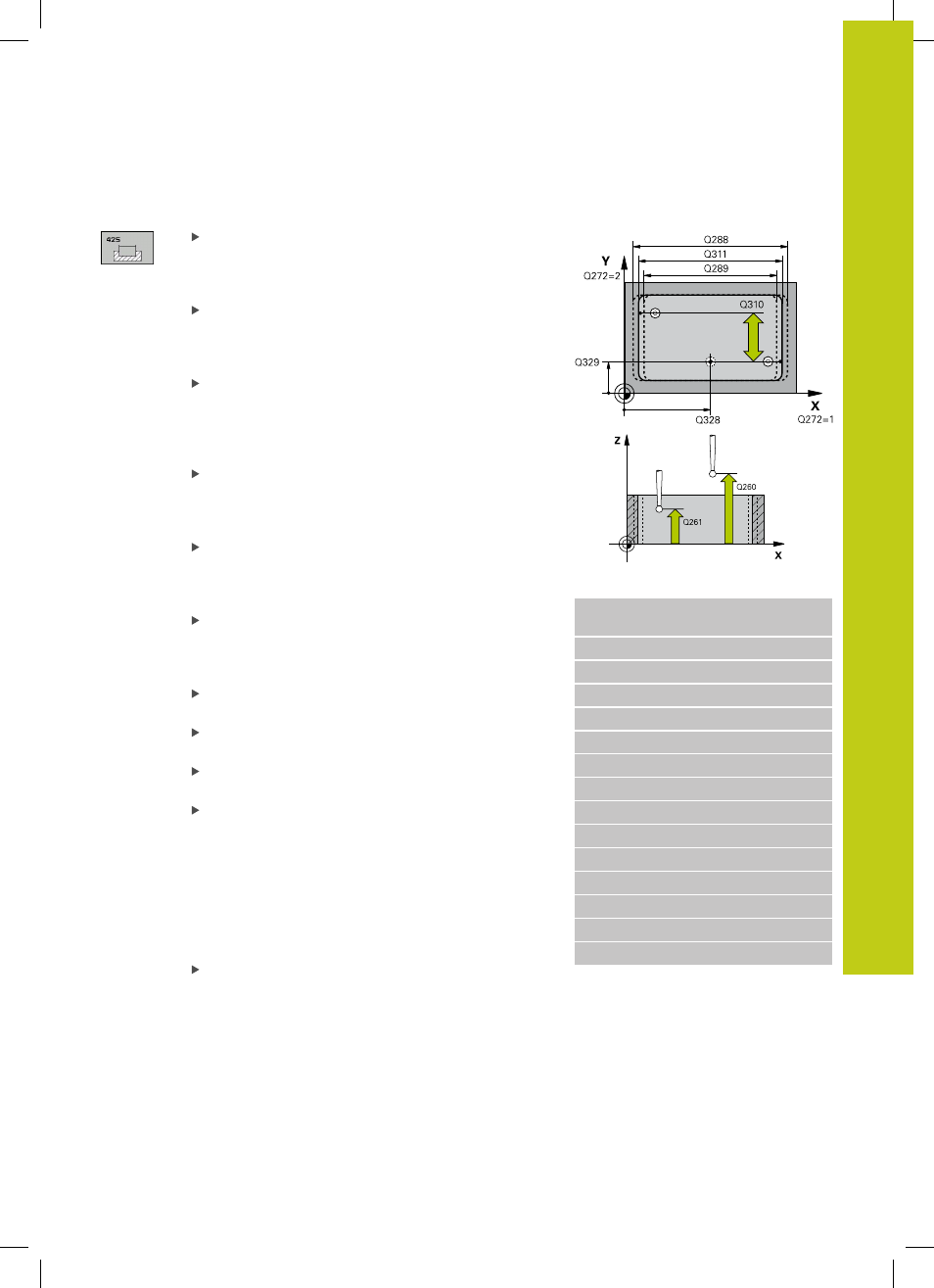
MESSEN BREITE INNEN (Zyklus 425, DIN/ISO: G425) 16.9
16
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
551
Zyklusparameter
Startpunkt 1. Achse Q328 (absolut): Startpunkt
des Antastvorgangs in der Hauptachse der
Bearbeitungsebene. Eingabebereich -99999,9999
bis 99999,9999
Startpunkt 2. Achse Q329 (absolut): Startpunkt
des Antastvorgangs in der Nebenachse der
Bearbeitungsebene. Eingabebereich -99999,9999
bis 99999,9999
Versatz für 2. Messung Q310 (inkremental): Wert,
um den das Tastsystem vor der zweiten Messung
versetzt wird. Wenn Sie 0 eingeben, versetzt
die TNC das Tastsystem nicht. Eingabebereich
-99999,9999 bis 99999,9999
Messachse Q272: Achse der Bearbeitungsebene, in
der die Messung erfolgen soll:
1
: Hauptachse = Messachse
2
: Nebenachse = Messachse
Messhöhe in der Tastsystem-Achse Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sichere Höhe Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
Soll-Länge Q311: Sollwert der zu messenden
Länge. Eingabebereich 0 bis 99999,9999
Größtmaß Q288: Größte erlaubte Länge.
Eingabebereich 0 bis 99999,9999
Kleinstmaß Q289: Kleinste erlaubte Länge.
Eingabebereich 0 bis 99999,9999
Messprotokoll Q281: Festlegen, ob die TNC ein
Messprotokoll erstellen soll:
0
: Kein Messprotokoll erstellen
1
: Messprotokoll erstellen: Die TNC legt die
Protokolldatei TCHPR425.TXT
standardmäßig in
dem Verzeichnis TNC:\ ab.
2
: Programmlauf unterbrechen und Messprotokoll
auf den TNC-Bildschirmausgeben. Programm mit
NC-Start fortsetzen
PGM-Stop bei Toleranzfehler Q309: Festlegen,
ob die TNC bei Toleranz-Überschreitungen
den Programmlauf unterbrechen und eine
Fehlermeldung ausgeben soll:
0
: Programmlauf nicht unterbrechen, keine
Fehlermeldung ausgeben
1
: Programmlauf unterbrechen, Fehlermeldung
ausgeben
NC-Sätze
5 TCH PRONE 425 MESSEN BREITE
INNEN
Q328=+75
;STARTPUNKT 1. ACHSE
Q329=-12.5
;STARTPUNKT 2. ACHSE
Q310=+0
;VERSATZ 2. MESSUNG
Q272=1
;MESSACHSE
Q261=-5
;MESSHOEHE
Q260=+10
;SICHERE HOEHE
Q311=25
;SOLL-LAENGE
Q288=25.05
;GROESSTMASS
Q289=25
;KLEINSTMASS
Q281=1
;MESSPROTOKOLL
Q309=0
;PGM-STOP BEI FEHLER
Q330=0
;WERKZEUG
Q320=0
;SICHERHEITS-ABST.
Q301=0
;FAHREN AUF S. HOEHE