Beim programmieren beachten, Zyklusparameter – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 198
Bearbeitungszyklen: Konturtasche
7.5
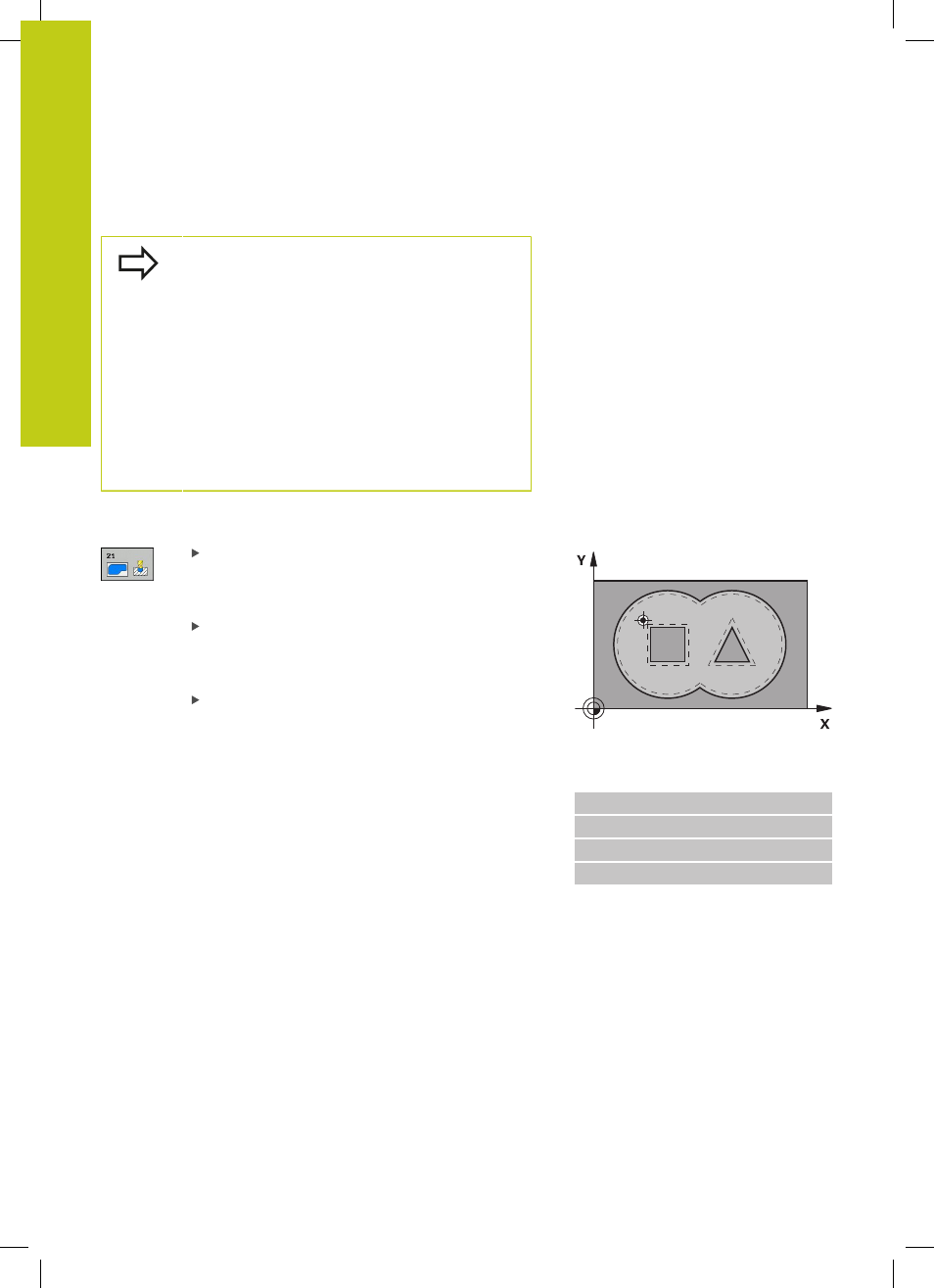
VORBOHREN (Zyklus 21, DIN/ISO: G121)
7
198
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
Beim Programmieren beachten!
Die TNC berücksichtigt einen im
TOOL CALL-Satz
programmierten Deltawert
DR nicht zur Berechnung
der Einstichpunkte.
An Engstellen kann die TNC ggf. nicht mit einem
Werkzeug vorbohren, das größer ist als das
Schruppwerkzeug.
Wenn Q13=0 ist, werden die Daten des Werkzeugs
verwendet, das sich in der Spindel befindet.
Positionieren Sie nach Zyklusende Ihr Werkzeug
in der Ebene nicht inkremental, sondern auf
eine absolute Position, wenn Sie den Parameter
ConfigDatum, CfgGeoCycle, posAfterContPocket auf
ToolAxClearanceHeight eingestellt haben.
Zyklusparameter
Zustell-Tiefe Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird (Vorzeichen bei
negativer Arbeitsrichtung „–“). Eingabebereich
-99999,9999 bis 99999,9999
Vorschub Tiefenzustellung Q11:
Verfahrgeschwindigkeit des Werkzeugs beim
Eintauchen in mm/min. Eingabebereich 0 bis
99999,9999 alternativ
FAUTO, FU, FZ
Ausräum-Werkzeug Nummer/Name Q13 bzw.
QS13: Nummer oder Name des Ausräum-
Werkzeugs. Eingabebereich 0 bis 32767,9 bei
Nummerneingabe, maximal 16 Zeichen bei
Namenseingabe. Bei Eingabe Q13=0, werden die
Daten des Werkzeugs verwendet, das sich gerade
in der Spindel befindet.
NC-Sätze
58 CYCL DEF 21 VORBOHREN
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q13=1
;AUSRAEUM-WERKZEUG