Grundlagen 19.1 – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 619
Grundlagen
19.1
19
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
619
Die Zyklen zur Werkzeug-Vermessung programmieren Sie in
der Betriebsart
Programmieren über die Taste TOUCH PROBE.
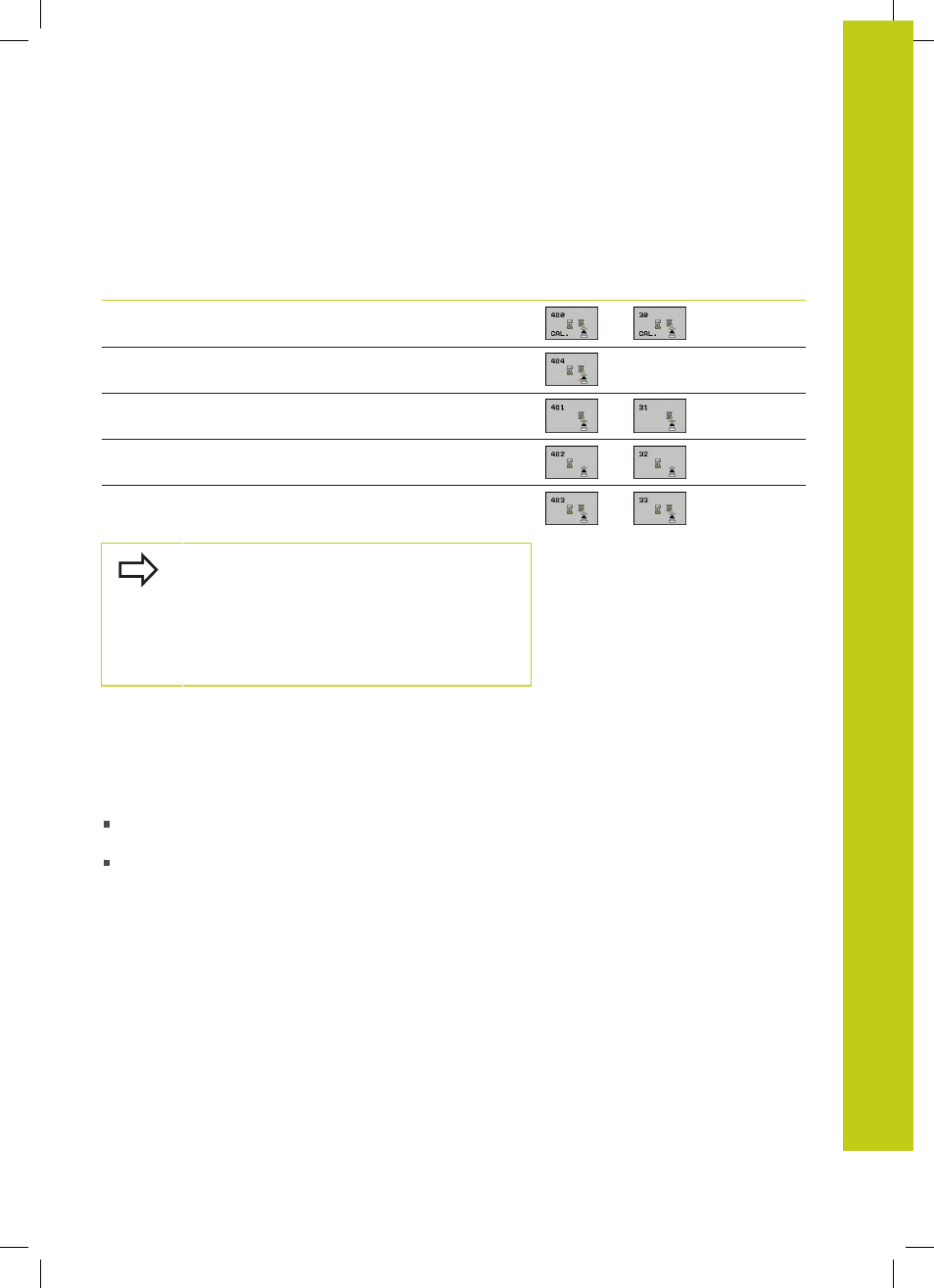
Folgende Zyklen stehen zur Verfügung:
Zyklus
Neues
Format
Altes
Format
Seite
TT kalibrieren, Zyklen 30 und 480
Kabelloses TT 449 kalibrieren, Zyklus 484
Werkzeug-Länge vermessen, Zyklen 31 und 481
Werkzeug-Radius vermessen, Zyklen 32 und 482
Werkzeug-Länge und -Radius vermessen, Zyklen 33 und 483
Die Vermessungszyklen arbeiten nur bei aktivem
zentralen Werkzeugspeicher TOOL.T.
Bevor Sie mit den Vermessungszyklen arbeiten,
müssen Sie alle zur Vermessung erforderlichen
Daten im zentralen Werkzeugspeicher eingetragen
und das zu vermessende Werkzeug mit
TOOL CALL
aufgerufen haben.
Unterschiede zwischen den Zyklen 31 bis 33 und 481
bis 483
Der Funktionsumfang und der Zyklus-Ablauf ist absolut identisch.
Zwischen den Zyklen 31 bis 33 und 481 bis 483 bestehen lediglich
die zwei folgenden Unterschiede:
Die Zyklen 481 bis 483 stehen unter G481 bis G483 auch in
DIN/ISO zur Verfügung
Anstelle eines frei wählbaren Parameters für den Status der
Messung verwenden die neuen Zyklen den festen Parameter
Q199