7 ts länge kalibrieren (zyklus 461, din/iso: g461), Ts länge kalibrieren (zyklus 461, din/iso: g461) – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 579
TS LÄNGE KALIBRIEREN (Zyklus 461, DIN/ISO: G461)
17.7
17
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
579
17.7
TS LÄNGE KALIBRIEREN (Zyklus 461,
DIN/ISO: G461)
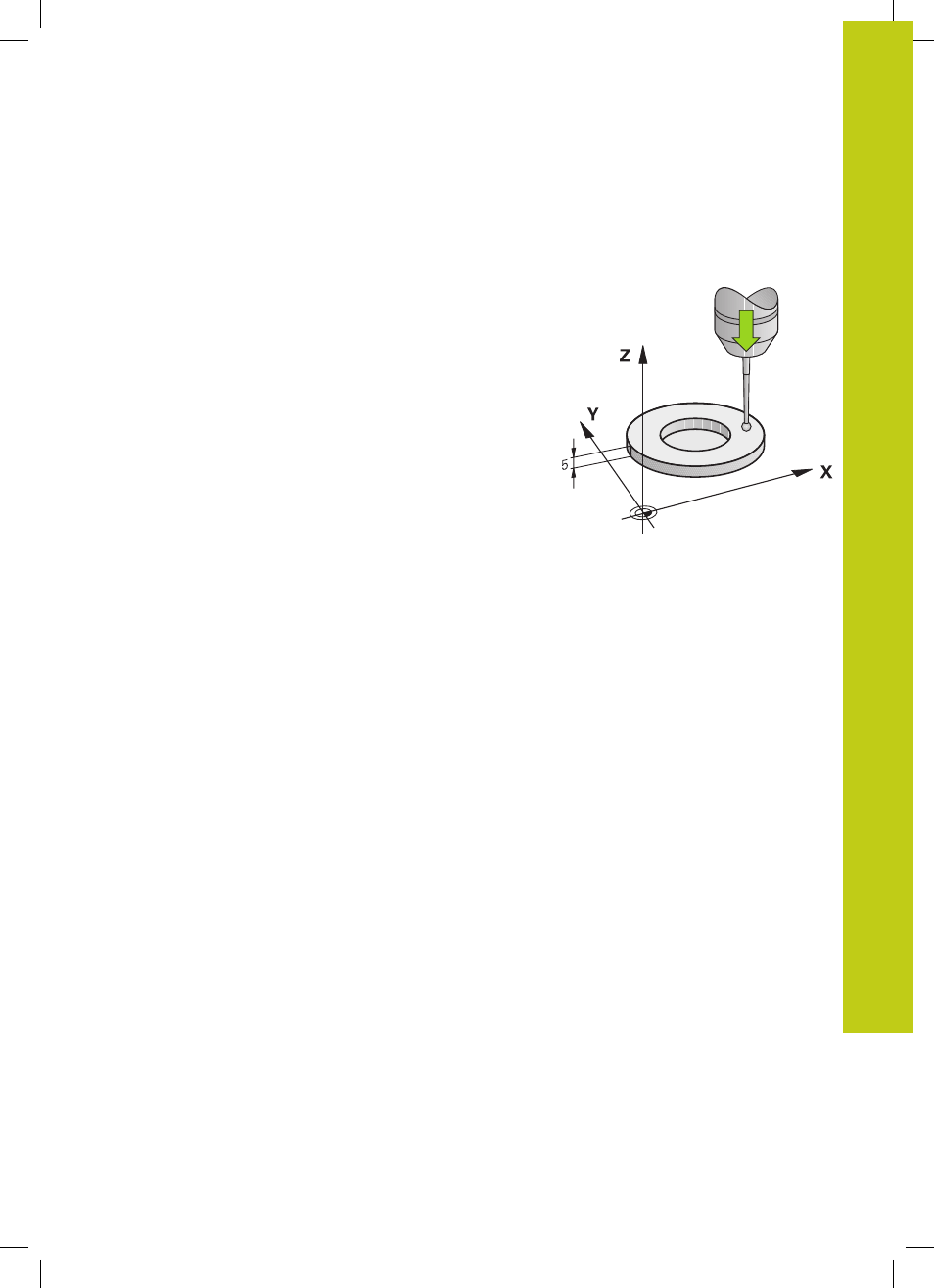
Zyklusablauf
Bevor Sie den Kalibrier-Zyklus starten, müssen Sie den
Bezugspunkt in der Spindel-Achse so setzen, dass auf dem
Maschinentisch Z=0 ist und das Tastsystem über dem Kalibrierring
vorpositionieren.
Während des Kalibriervorgangs wird automatisch ein Messprotokoll
erstellt. Dieses Protokoll trägt den Namen TCHPRAUTO.html.
Speicherort dieser Datei ist der Selbe, wie der Speicherort der
Ausgangsdatei. Das Messprotokoll kann an der Steuerung mit dem
Browser angezeigt werden. Werden in einem Programm mehrere
Zyklen zum Kalibrieren des Tastsystems verwendet, so befinden
sich alle Messprotokolle unter TCHPRAUTO.html.
1 Die TNC orientiert das Tastsystem auf den Winkel
CAL_ANG aus
der Tastsystem-Tabelle (nur wenn Ihr Tastsystem orientierbar
ist)
2 Die TNC Tasten von der aktuellen Position aus in negativer
Spindelachsrichtung mit Antast-Vorschub (Spalte
F aus der
Tastsystem-Tabelle)
3 Anschließend positioniert die TNC das Tastsystem mit
Eilvorschub (Spalte
FMAX aus der Tastsystem-Tabelle) zurück zur
Startposition