HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 425
GEWINDE KONTURPARALLEL
(Zyklus 830, DIN/ISO: G830)
12.30
12
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
425
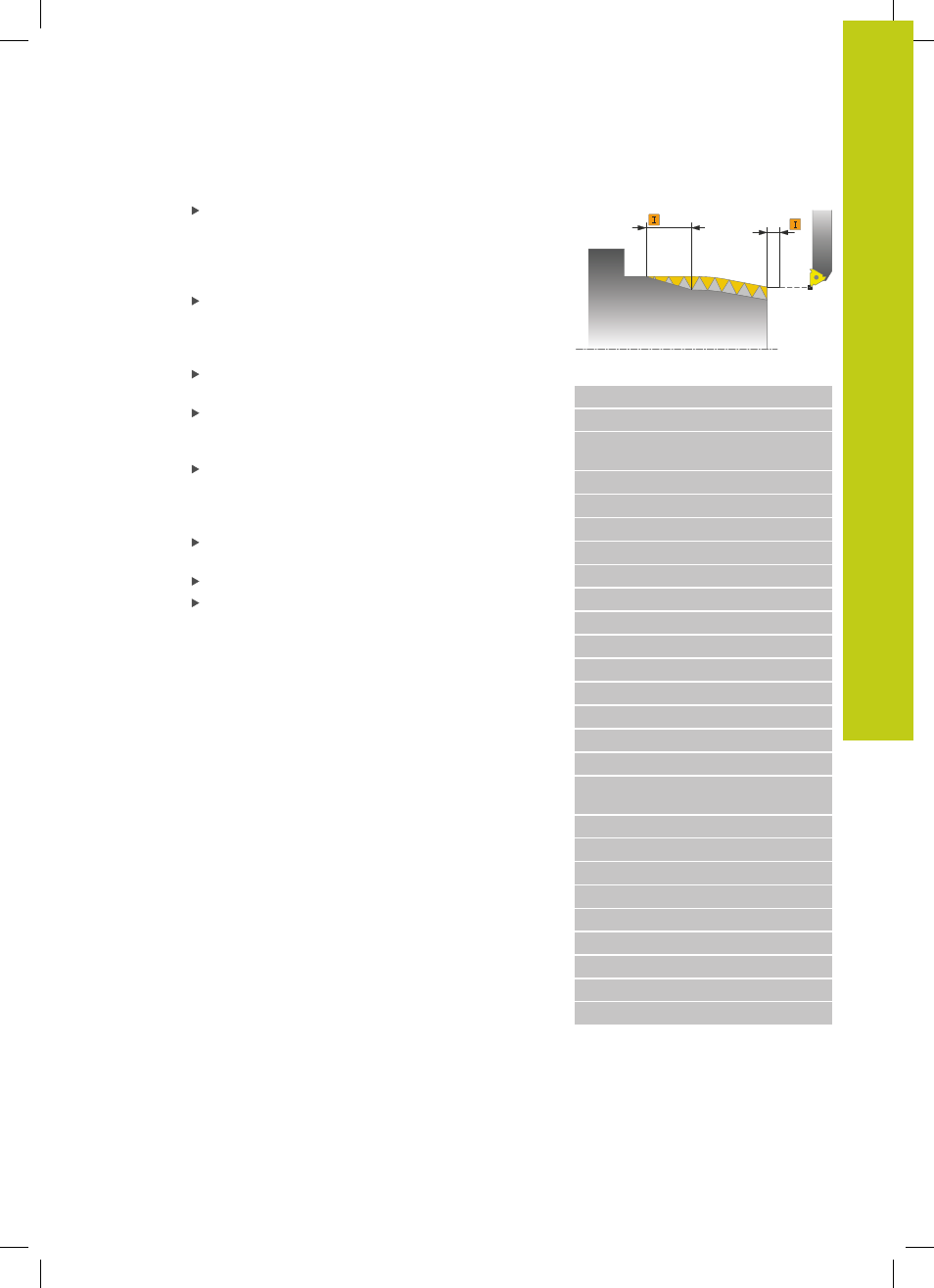
Anlaufweg Q465 (inkremental): Länge des Wegs in
Richtung der Steigung, auf dem die Vorschubachsen
auf die benötigte Geschwindigkeit beschleunigt
werden. Der Anlaufweg liegt außerhalb der
definierten Gewindekontur.
Überlaufweg Q466: Länge des Wegs in Richtung
der Steigung, auf dem die Vorschubachsen
verzögert werden. Der Überlaufweg ist innerhalb
der definierten Gewindekontur.
Maximale Schnitttiefe Q463: Maximale Zustelltiefe
senkrecht zur Gewindesteigung
Zustellwinkel Q467: Winkel, unter dem die
Zustellung Q463 erfolgt. Der Bezugswinkel ist die
Parallele zur Gewindesteigung.
Zustellart Q468: Art der Zustellung festlegen:
0
: konstanter Spanquerschnitt (die Zustellung
verringert sich mit der Tiefe)
1
: konstante Zustelltiefe
Startwinkel Q470: Winkel der Drehspindel, bei dem
der Gewindeanfang erfolgen soll.
Ganganzahl Q475: Anzahl der Gewindegänge
Anzahl Leerschnitte Q476: Anzahl der Leerschnitte
ohne Zustellung auf fertiger Gewindetiefe
Q465
Q474
NC-Sätze
9 CYCL DEF 14.0 KONTUR
10 CYCL DEF 14.1 KONTURLABEL2
11 CYCL DEF 830 GEWINDE
KONTURPARALLEL
Q471=+0
;GEWINDELAGE
Q461=+0
;GEWINDEORIENTIERUNG
Q460=+2
;SICHERHEITSABSTAND
Q472=+2
;GEWINDESTEIGUNG
Q473=+0
;GEWINDETIEFE
Q474=+0
;GEWINDEAUSLAUF
Q465=+4
;ANLAUFWEG
Q466=+4
;UEBERLAUFWEG
Q463=+0.5
;MAX. SCHNITTTIEFE
Q467=+30
;ZUSTELLWINKEL
Q468=+0
;ZUSTELLART
Q470=+0
;STARTWINKEL
Q475=+30
;GANGANZAHL
Q476=+30
;ANZAHL
LEERSCHNITTE
12 L X+80 Y+0 Z+2 FMAX M303
13 CYCL CALL
14 M30
15 LBL 2
16 L X+60 Z+0
17 L X+70 Z-30
18 RND R60
19 L Z-45
20 LBL 0