Zyklusablauf, Beim programmieren beachten – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 520
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.13 BEZUGSPUNKT EINZELNE ACHSE (Zyklus 419, DIN/ISO: G419)
15
520
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
15.13
BEZUGSPUNKT EINZELNE ACHSE
(Zyklus 419, DIN/ISO: G419)
Zyklusablauf
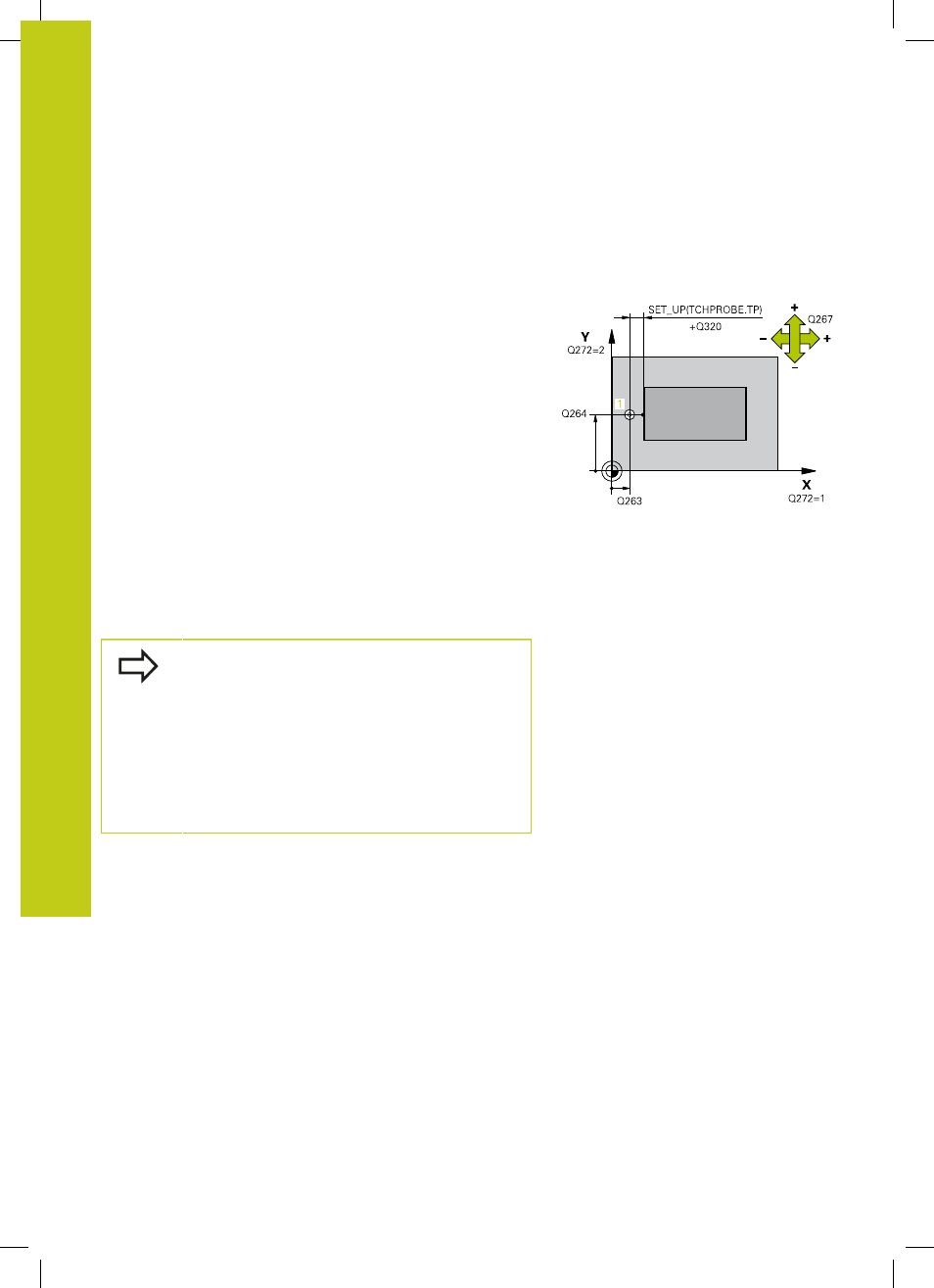
Der Tastsystem-Zyklus 419 misst eine beliebige Koordinate in einer
wählbaren Achse und setzt diese Koordinate als Bezugspunkt.
Wahlweise kann die TNC die gemessene Koordinate auch in eine
Nullpunkt- oder Preset-Tabelle schreiben.
1 Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte
FMAX) und mit Positionierlogik (siehe "Tastsystemzyklen
abarbeiten", Seite 446) zum programmierten Antastpunkt
1
. Die
TNC versetzt dabei das Tastsystem um den Sicherheits-Abstand
entgegen der programmierten Antast-Richtung
2 Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und erfasst durch einfaches Antasten die Ist-Position
3 Abschließend positioniert die TNC das Tastsystem zurück auf
die Sichere Höhe und verarbeitet den ermittelten Bezugspunkt
in Abhängigkeit der Zyklusparameter Q303 und Q305 (siehe
"Gemeinsamkeiten aller Tastsystemzyklen zum Bezugspunkt-
Setzen", Seite 474)
Beim Programmieren beachten!
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.
Wenn Sie Zyklus 419 mehrfach hintereinander
verwenden, um in mehreren Achsen den
Bezugspunkt in der Preset-Tabelle zu speichern,
dann müssen Sie die Preset-Nummer nach jeder
Ausführung des Zyklus 419 aktivieren, in die Zyklus
419 zuvor geschrieben hat (ist nicht erforderlich,
wenn Sie den aktiven Preset überschreiben).