Zyklusablauf – HEIDENHAIN TNC 640 (34059x-05) Cycle programming Benutzerhandbuch
Seite 286
Zyklen: Sonderfunktionen
11.6
INTERPOLATIONSDREHEN KONTURSCHLICHTEN (Zyklus 292, DIN/
ISO: G292, Softwareoption 96)
11
286
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2015
11.6
INTERPOLATIONSDREHEN
KONTURSCHLICHTEN (Zyklus 292,
DIN/ISO: G292, Softwareoption 96)
Zyklusablauf
Zyklus 292 INTERPOLATIONSDREHEN KONTURSCHLICHTEN
koppelt die Werkzeugspindel an die Position der Linearachsen.
Mit diesem Zyklus können Sie bestimmte rotationssymmetrische
Konturen in der aktiven Bearbeitungsebene erstellen.
Sie können diesen Zyklus auch in der geschwenkten
Bearbeitungsebene ausführen. Die Rotationsmitte ist der
Startpunkt in der Bearbeitungsebene beim Zyklusaufruf. Zyklus
292 INTERPOLATIONSDREHEN KONTURSCHLICHTEN wird im
Fräsbetrieb ausgeführt und ist CALL-aktiv. Nachdem die TNC diesen
Zyklus abgearbeitet hat, ist auch die Spindelkopplung wieder
deaktiviert.
Wenn Sie mit Zyklus 292 arbeiten, definieren Sie zuvor die
gewünschte Kontur in einem Unterprogramm und verweisen mit
Zyklus 14 oder SEL CONTOUR auf diese Kontur. Programmieren
Sie die Kontur entweder mit monoton fallenden oder mit monoton
steigenden Koordinaten. Die Fertigung von Hinterschnitten ist mit
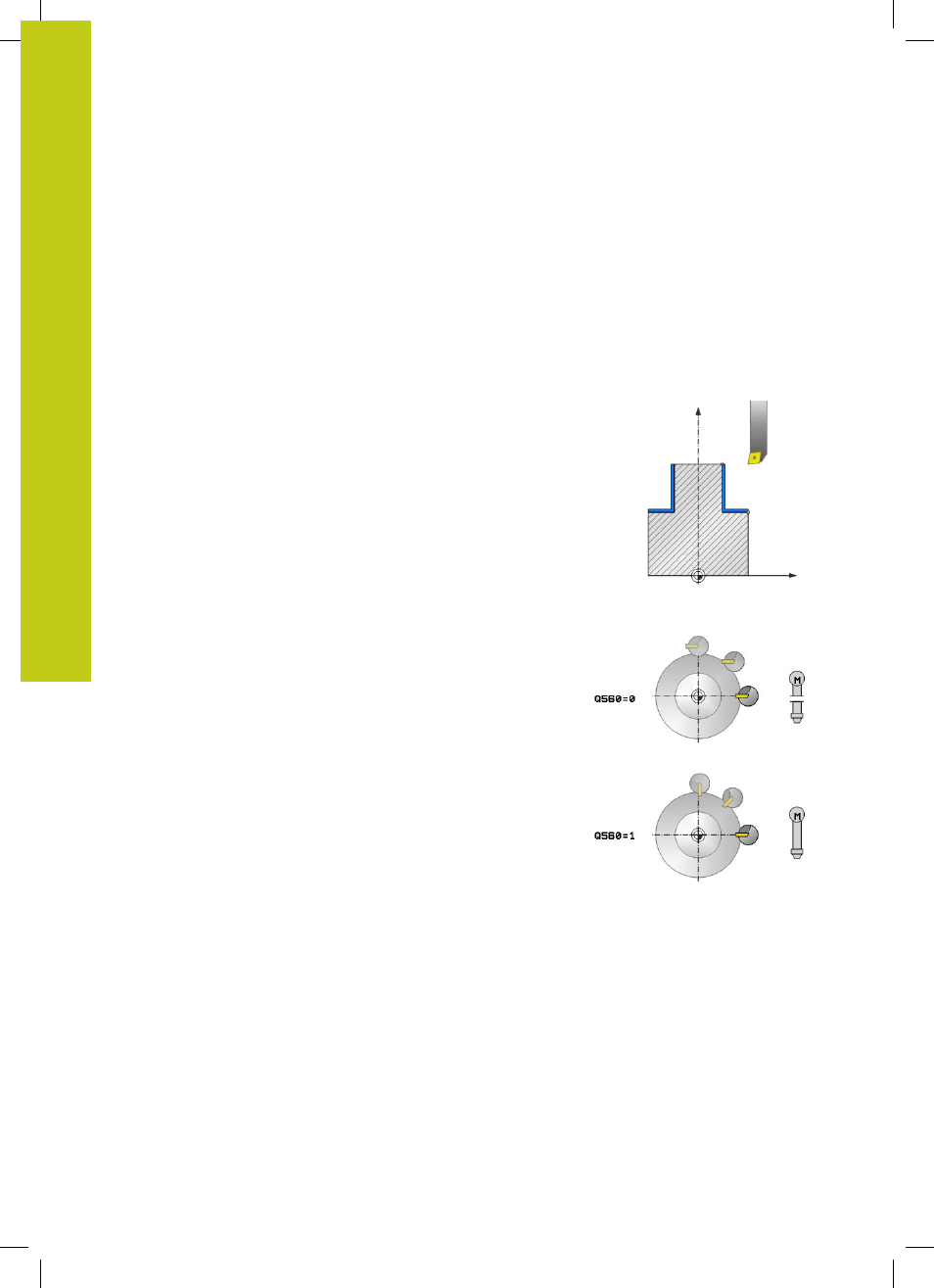
diesem Zyklus nicht möglich. Bei Eingabe von Q560=1 können
Sie die Kontur drehen, die Orientierung einer Schneide wird auf
das Zentrum eines Kreises gerichtet. Geben Sie Q560=0 ein,
so können Sie die Kontur fräsen, dabei wird die Spindel nicht
orientiert.
Zyklusablauf, Q560=1: Kontur drehen
1 Die TNC führt zuerst einen Spindel-Stopp (M5) durch
2 Die TNC richtet die Werkzeugspindel auf das angegebene
Drehzentrum aus. Dabei wird der angegebene Winkel Q336
berücksichtigt. Falls definiert, wird zusätzlich der Wert "ORI" aus
der Drehwerkzeugtabelle (toolturn.trn) berücksichtigt
3 Die Werkzeugspindel ist jetzt an die Position der Linearachsen
gekoppelt. Die Spindel folgt der Sollposition der Hauptachsen
4 Die TNC positioniert das Werkzeug auf den Konturstart-
Radius Q491 unter Berücksichtigung der Bearbeitungsart
Außen/Innen Q529 und des seitlichen Sicherheitsabstandes
Q357. Die beschriebene Kontur wird nicht automatisch um
einen Sicherheitsabstand verlängert. Eine Verlängerung der
Kontur müssen Sie im Unterprogramm programmieren. In
Werkzeugachsrichtung positioniert die TNC zu Beginn der
Bearbeitung im Eilgang auf den Konturstartpunkt!
Auf dem
Startpunkt der Kontur darf kein Material stehen!
5 Die TNC erstellt die definierte Kontur durch
Interpolationsdrehen. Dabei beschreiben die Linearachsen der
Bearbeitungsebene eine kreisförmige Bewegung, während die
Spindelachse senkrecht zur Oberfläche nachgeführt wird
6 Am Konturendpunkt hebt die TNC das Werkzeug senkrecht um
den Sicherheitsabstand ab
7 Abschließend positioniert die TNC das Werkzeug auf die sichere
Höhe
8 Die TNC hebt nun automatisch die Kopplung der
Werkzeugspindel an die Linearachsen auf