3 k ont ur anf ahr en und v e rlassen – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 116
100
6 Programmieren: Konturen programmieren
6.3 K
ont
ur anf
ahr
en und v
e
rlassen
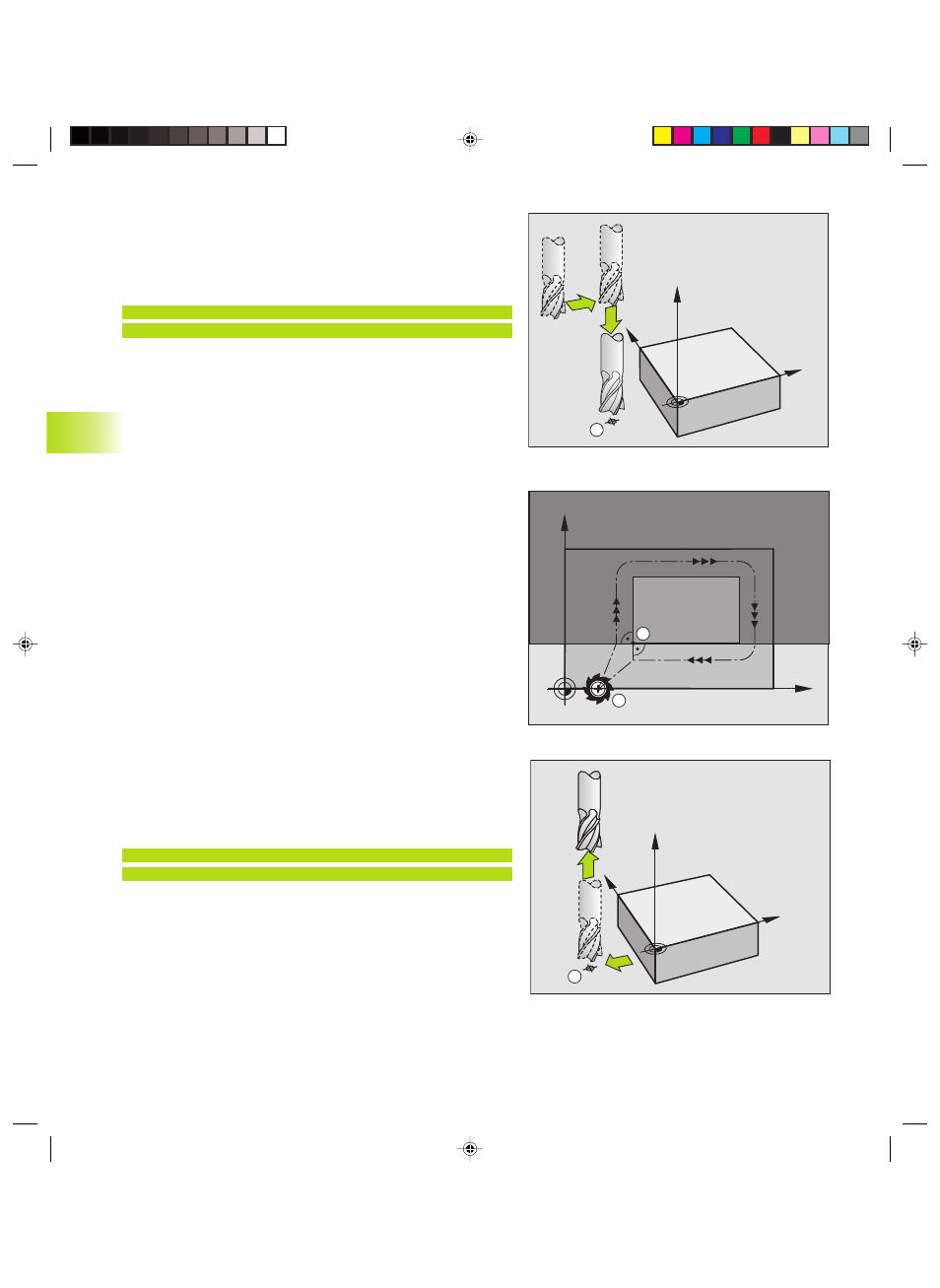
Startpunkt in der Spindelachse anfahren
Beim Anfahren des Startpunkts muß das Werkzeug in der Spindel-
achse auf Arbeitstiefe fahren. Bei Kollisionsgefahr den Startpunkt in
der Spindelachse separat anfahren.
NC-Beispielsätze
N30 G00 G40 X+20 Y+30 *
N40 Z-10 *
Endpunkt
Voraussetzungen für die Wahl des Endpunkts:
■
Kollisionsfrei anfahrbar
■
Nahe am letzten Konturpunkt
■
Konturbeschädigung ausschließen: Der optimale Endpunkt liegt in
der Verlängerung der Werkzeugbahn für die Bearbeitung des
letzten Konturelements
Beispiel:
Bild rechts Mitte: Wenn Sie den Endpunkt im dunkelgrauen Bereich
festlegen, dann wird die Kontur beim Anfahren des Endpunkts
beschädigt.
Endpunkt in der Spindelachse verlassen:
Beim Verlassen des Endpunkts programmieren Sie die Spindelachse
separat. Siehe Bild rechts unten.
NC-Beispielsätze
N50 G00 G40 X+60 Y+70 *
N60 Z+250 *
Y
X
Z
S
X
Y
A
E
Y
X
Z
E
Gkap6.pm6
29.06.2006, 07:35
100