8 zyklen zum abz eilen – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 233
217
HEIDENHAIN TNC 410, TNC 426, TNC 430
Beachten Sie vor dem Programmieren
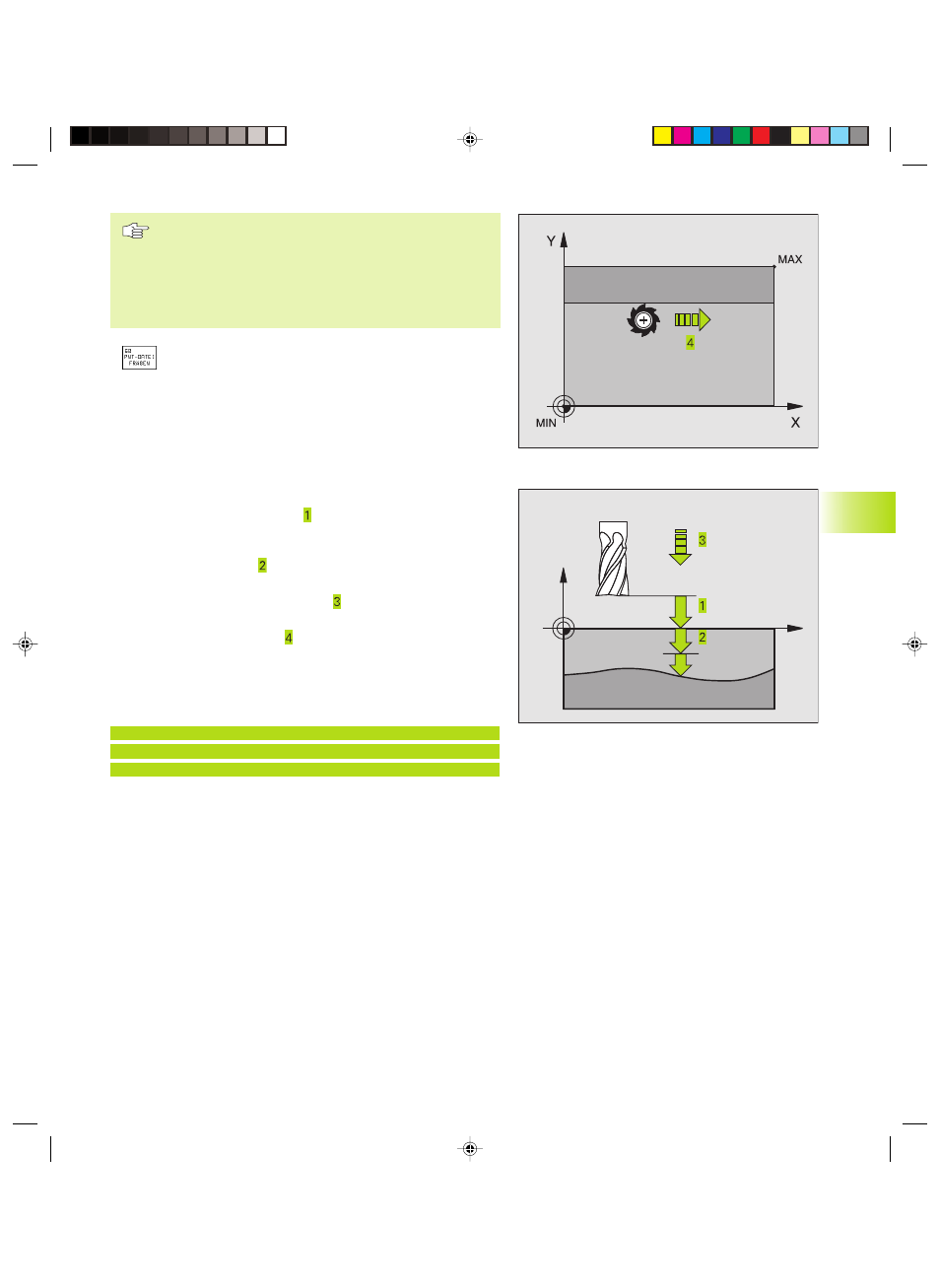
Mit Zyklus G60 können Sie Digitalisierdaten und PNT-
Dateien abarbeiten.
Wenn Sie PNT-Dateien abarbeiten, in denen keine Spindel-
achsen-Koordinate steht, ergibt sich die Frästiefe aus
dem programmierten MIN-Punkt der Spindelachse.
ú
PGM Name Digitalisierdaten: Name der Datei eingeben,
in der die Digitalisierdaten gespeichert sind; wenn die
Datei nicht im aktuellen Verzeichnis steht, kompletten
Pfad eingeben. Wenn Sie eine Punkt-Tabelle abarbeiten
wollen, dann zusätzlich noch den Nachnamen .PNT
angeben
ú
MIN-Punkt Bereich: Minimal-Punkt (X-, Y- und Z-Koor-
dinate) des Bereichs, in dem gefräst werden soll
ú
MAX-Punkt Bereich: Maximal-Punkt (X-, Y- und Z-
Koordinate) des Bereichs, in dem gefräst werden soll
ú
Sicherheits-Abstand (inkremental): Abstand zwischen
Werkzeugspitze und Werkstück-Oberfläche bei Eilgang-
Bewegungen
ú
Zustell-Tiefe (inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird
ú
Vorschub Tiefenzustellung : Verfahrgeschwindigkeit des
Werkzeugs beim Eintauchen in mm/min
ú
Vorschub Fräsen
: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
ú
Zusatz-Funktion M: Optionale Eingabe einer Zusatz-
Funktion, z.B. M13
NC-Beispielsatz:
N64 G60 P01 BSP.I P02 X+0 P03 Y+0 P04 Z-20
P05 X+100 P06 Y+100 P07 Z+0 P08 2 P09 +5
P10 100 P11 350 P12 M13*
X
Z
8.8 Zyklen zum
Abz
eilen
Kkap8.pm6
29.06.2006, 07:35
217