5 zyklen zum herst ellen v on punkt emust er n – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 205
189
HEIDENHAIN TNC 410, TNC 426, TNC 430
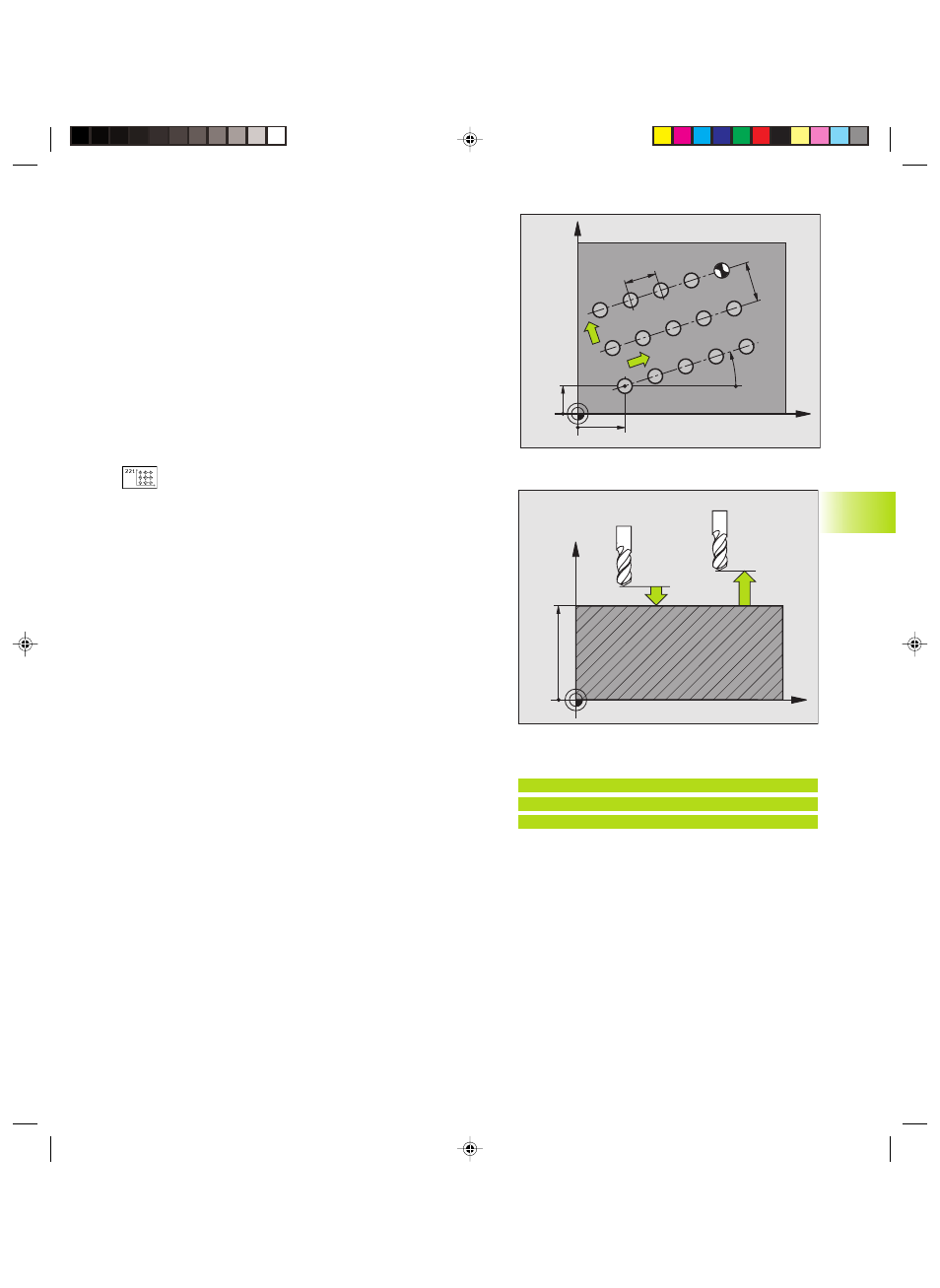
4 Dieser Vorgang (1 bis 3) wiederholt sich, bis alle Bearbeitungen
auf der ersten Zeile ausgeführt sind; das Werkzeug steht am
letzten Punkt der ersten Zeile
5 Danach fährt die TNC das Werkzeug zum letzten Punkt der
zweiten Zeile und führt dort die Bearbeitung durch
6 Von dort aus positioniert die TNC das Werkzeug in negativer
Richtung der Hauptachse auf den Startpunkt der nächsten
Bearbeitung
7 Dieser Vorgang (5-6) wiederholt sich, bis alle Bearbeitungen der
zweiten Zeile ausgeführt sind
8 Anschließend fährt die TNC das Werkzeug auf den Startpunkt der
nächsten Zeile
9 In einer Pendelbewegung werden alle weiteren Zeilen
abgearbeitet
ú
Startpunkt 1. Achse Q225 (absolut): Koordinate des
Startpunktes in der Hauptachse der Bearbeitungs-
ebene
ú
Startpunkt 2. Achse Q226 (absolut): Koordinate des
Startpunktes in der Nebenachse der Bearbeitungs-
ebene
ú
Abstand 1. Achse Q237 (inkremental): Abstand der
einzelnen Punkte auf der Zeile
ú
Abstand 2. Achse Q238 (inkremental): Abstand der
einzelnen Zeilen voneinander
ú
Anzahl Spalten Q242: Anzahl der Bearbeitungen auf der
Zeile
ú
Anzahl Zeilen Q243: Anzahl der Zeilen
ú
Drehwinkel Q224 (absolut): Winkel, um den das
gesamte Anordnungsbild gedreht wird; das Dreh-
zentrum liegt im Startpunkt
ú
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-Oberfläche
ú
Koord. Werkstück-Oberfläche Q203 (absolut): Koordina-
te Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental): Koordinate
Spindelachse, in der keine Kollision zwischen Werk-
zeug und Werkstück (Spannmittel) erfolgen kann
zusätzlich bei der TNC 426, TNC 430 mit NC-Soft-
ware 280 474-xx:
>
Fahren auf sichere Höhe Q301: Festlegen, wie das
Werkzeug zwischen den Bearbeitungen verfahren soll:
0: Zwischen den Bearbeitungen auf Sicherheits-
Abstand verfahren
1: Zwischen den Meßpunkten auf 2. Sicherheits-
Abstand verfahren
8.5 Zyklen zum Herst
ellen v
on Punkt
emust
er
n
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
NC-Beispielsatz:
N54 G221 Q225=+15 Q226=+15 Q237=+10
Q238=+8 Q242=6 Q243=4 Q224=+15
Q200=2 Q203=+0 Q204=50*
Kkap8.pm6
29.06.2006, 07:35
189