7 sl -zyklen gr uppe ii (nic ht tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 217
201
HEIDENHAIN TNC 410, TNC 426, TNC 430
„Schnitt“ -Fläche
Die von A und B überdeckte Fläche soll bearbeitet werden. (Einfach
überdeckte Flächen sollen unbearbeitet bleiben.)
■
A und B müssen Taschen sein.
■
A muß innerhalb B beginnen.
Fläche A:
N510 G98 L1 *
N520 G01 G42 X+60 Y+50 *
N530 I+35 J+50 *
N540 G02 X+60 Y+50 *
N550 G98 L0 *
Fläche B:
N560 G98 L2 *
N570 G01 G42 X+90 Y+50 *
N580 I+65 J+50 *
N590 G02 X+90 Y+50 *
N600 G98 L0 *
KONTUR-DATEN (Zyklus G120)
In Zyklus G120 geben Sie Bearbeitungs-Informationen für die Unter-
programme mit den Teilkonturen an.
Beachten Sie vor dem Programmieren
Zyklus G120 ist DEF-Aktiv, das heißt Zyklus G120 ist ab
seiner Definition im Bearbeitungs-Programm aktiv.
Das Vorzeichen des Parameters Tiefe legt die Arbeits-
richtung fest.
Die in Zyklus G120 angegebenen Bearbeitungs-Informa-
tionen gelten für die Zyklen G121 bis G124.
Wenn Sie SL-Zyklen in Q-Parameter-Programmen anwen-
den, dann dürfen Sie die Parameter Q1 bis Q19 nicht als
Programm-Parameter benutzen.
ú
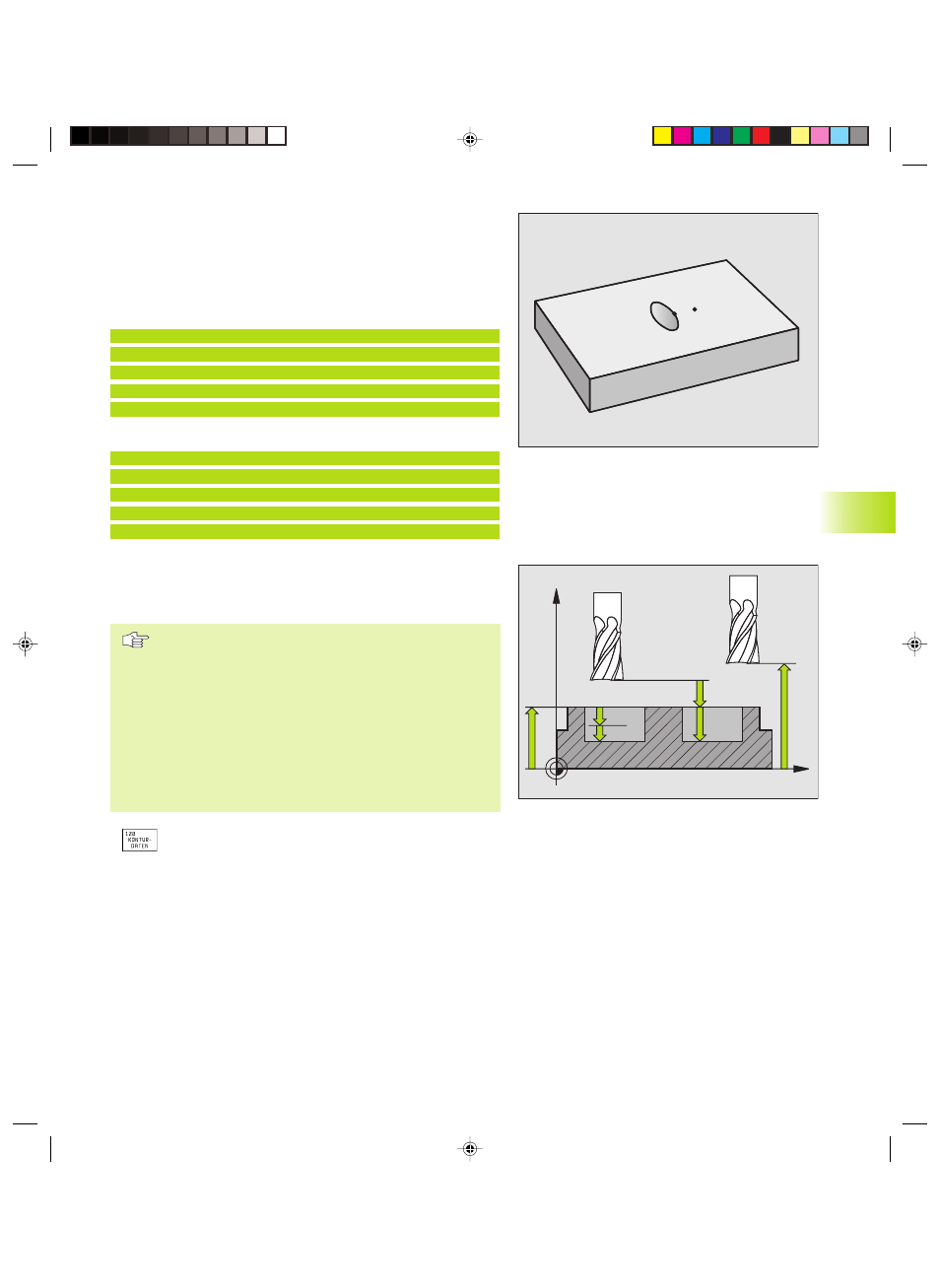
Frästiefe Q1 (inkremental): Abstand zwischen
Werkstückoberfläche und Taschengrund.
ú
Bahn-Überlappung Faktor Q2: Q2 x Werkzeug-Radius
ergibt die seitliche Zustellung k.
ú
Schlichtaufmaß Seite Q3 (inkremental): Schlicht-Aufmaß
in der Bearbeitungs-Ebene.
ú
Schlichtaufmaß Tiefe Q4 (inkremental): Schlicht-Aufmaß
für die Tiefe.
ú
Koordinate Werkstück-Oberfläche Q5 (absolut): Absolu-
te Koordinate der Werkstück-Oberfläche
8.7 SL
-Zyklen Gr
uppe II (nic
ht
TNC 41
0)
A
B
X
Z
Q6
Q7
Q1
Q10
Q5
Kkap8.pm6
29.06.2006, 07:35
201