2 punkte-tabellen (nur tnc 410), 2 punkt-t abellen (nur tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 160
8 Programmieren: Zyklen
144
8.2 Punkte-Tabellen (nur TNC 410)
Wenn Sie einen Zyklus, bzw. mehrere Zyklen hintereinander, auf
einem unregelmäßigen Punktemuster abarbeiten wollen, dann
erstellen Sie Punkte-Tabellen.
Wenn Sie Bohrzyklen verwenden, entsprechen die Koordinaten der
Bearbeitungsebene in der Punkte-Tabelle den Koordinaten der
Bohrungs-Mittelpunkte. Setzen Sie Fräszyklen ein, entsprechen die
Koordinaten der Bearbeitungsebene in der Punkte-Tabelle den
Startpunkt-Koordinaten des jeweiligen Zyklus (z.B. Mittelpunkts-
Koordinaten einer Kreistasche). Koordinaten in der Spindelachse
entsprechen der Koordinate der Werkstück-Oberfläche.
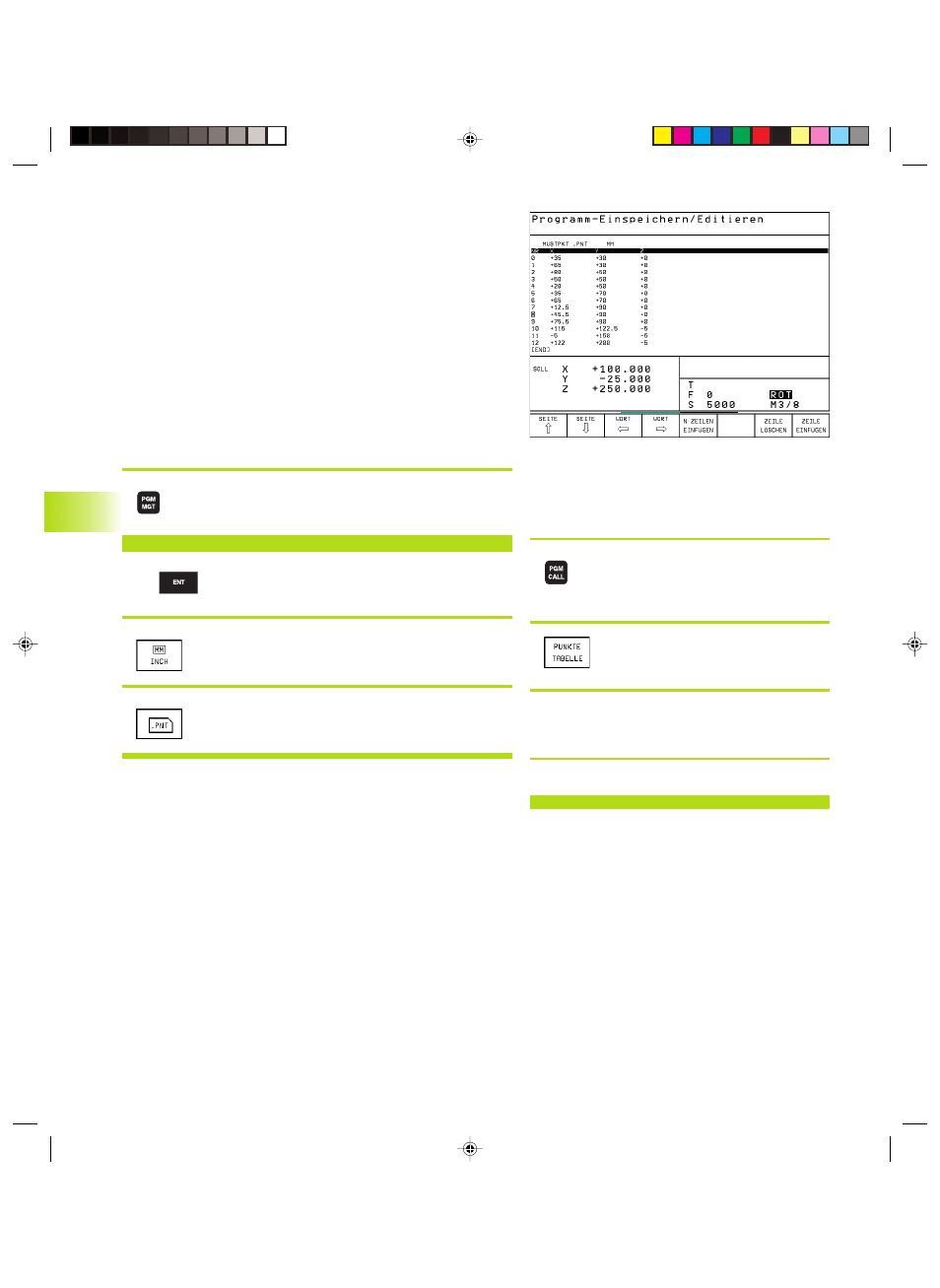
Punkte-Tabelle eingeben
Betriebsart Programm-Einspeichern/Editieren wählen.
Datei-Verwaltung aufrufen: Taste PGM MGT
drücken
Datei-Name =
<
NEU
Namen der Punkte-Tabelle eingeben, mit Taste
ENT bestätigen
<
Ggf. Maßeinheit auf Inch umschalten: Softkey
MM/INCH drücken
<
Datei-Typ Punkte-Tabelle wählen: Softkey .PNT
drücken
8.2 Punkt-T
abellen (nur
TNC 41
0)
Punkte-Tabellen im Programm wählen
Betriebsart Programm-Einspeichern/Editieren
wählen.
Funktion zur Auswahl der Punkte-
Tabelle aufrufen: Taste PGM
CALL drücken
<
Softkey PUNKTE-TABELLE
drücken
<
Name der Punkte-Tabelle eingeben, mit der Taste
END bestätigen
NC-Beispielsatz:
N72 %:PAT: NAMEN*
Kkap8.pm6
29.06.2006, 07:35
144