3 bohrzyklen – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 168
8 Programmieren: Zyklen
152
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur G40
programmieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest.
ú
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-Oberfläche
ú
Tiefe Q201 (inkremental): Abstand zwischen Werkstück-
Oberfläche und Bohrungsgrund (Spitze des Bohrkegels)
ú
Vorschub Tiefenzustellung Q206: Verfahrgeschwindigkeit
des Werkzeugs beim Bohren in mm/min
ú
Zustell-Tiefe Q202 (inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird. Die TNC fährt in einem
Arbeitsgang auf die Tiefe wenn:
■
Zustell-Tiefe und Tiefe gleich sind
■
die Zustell-Tiefe größer als die Tiefe ist
Die Tiefe muß kein Vielfaches der Zustell-Tiefe sein
ú
Verweilzeit oben Q210: Zeit in Sekunden, die das
Werkzeug auf Sicherheits-Abstand verweilt, nachdem
es die TNC zum Entspanen aus der Bohrung heraus-
gefahren hat
ú
Koord. Werkstück-Oberfläche Q203 (absolut): Koordina-
te Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental): Koordinate
Spindelachse, in der keine Kollision zwischen Werk-
zeug und Werkstück (Spannmittel) erfolgen kann
ú
Abnahmebetrag Q212 (inkremental): Wert, um den die
TNC die Zustell-Tiefe nach jeder Zustellung verkleinert
ú
Anz. Spanbrüche bis Rückzug Q213: Anzahl der Span-
brüche bevor die TNC das Werkzeug aus der Bohrung
zum Entspanen herausfahren soll. Zum Spanbrechen
zieht die TNC das Werkzeug jeweils um 0,2 mm zurück
ú
Minimale Zustell-Tiefe Q205 (inkremental): Falls Sie
einen Abnahmebetrag eingegeben haben, begrenzt die
TNC die Zustellung auf den mit Q205 eingegeben Wert
ú
Verweilzeit unten Q211: Zeit in Sekunden, die das
Werkzeug am Bohrungsgrund verweilt
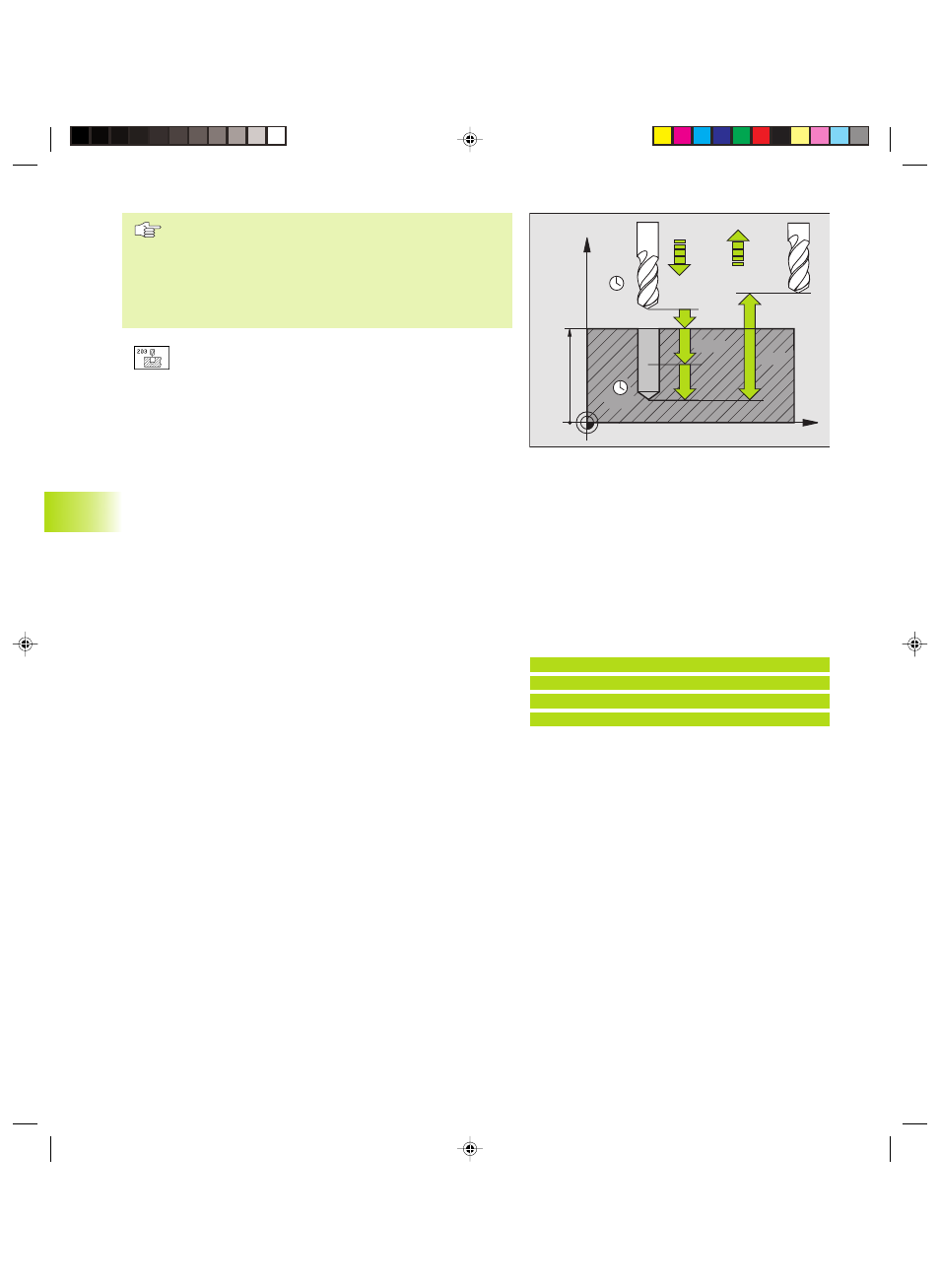
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
8.3 Bohrzyklen
ú
Vorschub Rückzug Q208: Verfahrgeschwindigkeit
des Werkzeugs beim Herausfahren aus der
Bohrung in mm/min. Wenn Sie Q208=0 eingeben,
dann fährt TNC mit Eilgang heraus
zusätzlich bei der TNC 426, TNC 430 mit NC-
Software 280 474-xx:
ú
Rückzug bei Spanbruch Q256 (inkremental): Wert,
um die die TNC das Werkzeug beim Spanbrechen
zurückfährt
NC-Beispielsatz:
N10 G203 Q200=2 Q201=-20 Q206=150
Q202=5 Q210=0 Q203=+0 Q204=50
Q212=0.2 Q213=3 Q205=3 Q211=0.25
Q208=500*
Kkap8.pm6
29.06.2006, 07:35
152