6 sl -zyklen gr uppe i – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 208
8 Programmieren: Zyklen
192
Schema: Arbeiten mit SL-Zyklen
%SL G71 *
...
N12 G37 P01 ...
...
N16 G56 P01 ...
N17 G79 *
...
N18 G57 P01 ...
N19 G79 *
...
N26 G59 P01 ...
N27 G79 *
...
N50 G00 G40 G90 Z+250 M2 *
N51 G98 L1 *
...
N60 G98 L0 *
N61 G98 L2 *
...
N62 G98 L0 *
...
N999999 %SL G71 *
A
C
D
B
Übersicht: SL-Zyklen
Zyklus
Softkey
G37 KONTUR (zwingend erforderlich)
G56 VORBOHREN (wahlweise verwendbar)
G57 AUSRAEUMEN (zwingend erforderlich)
G58/G59 KONTURFRAESEN (wahlweise verwendbar)
G58: Im Uhrzeigersinn
G59: Im Gegen-Uhrzeigersinn
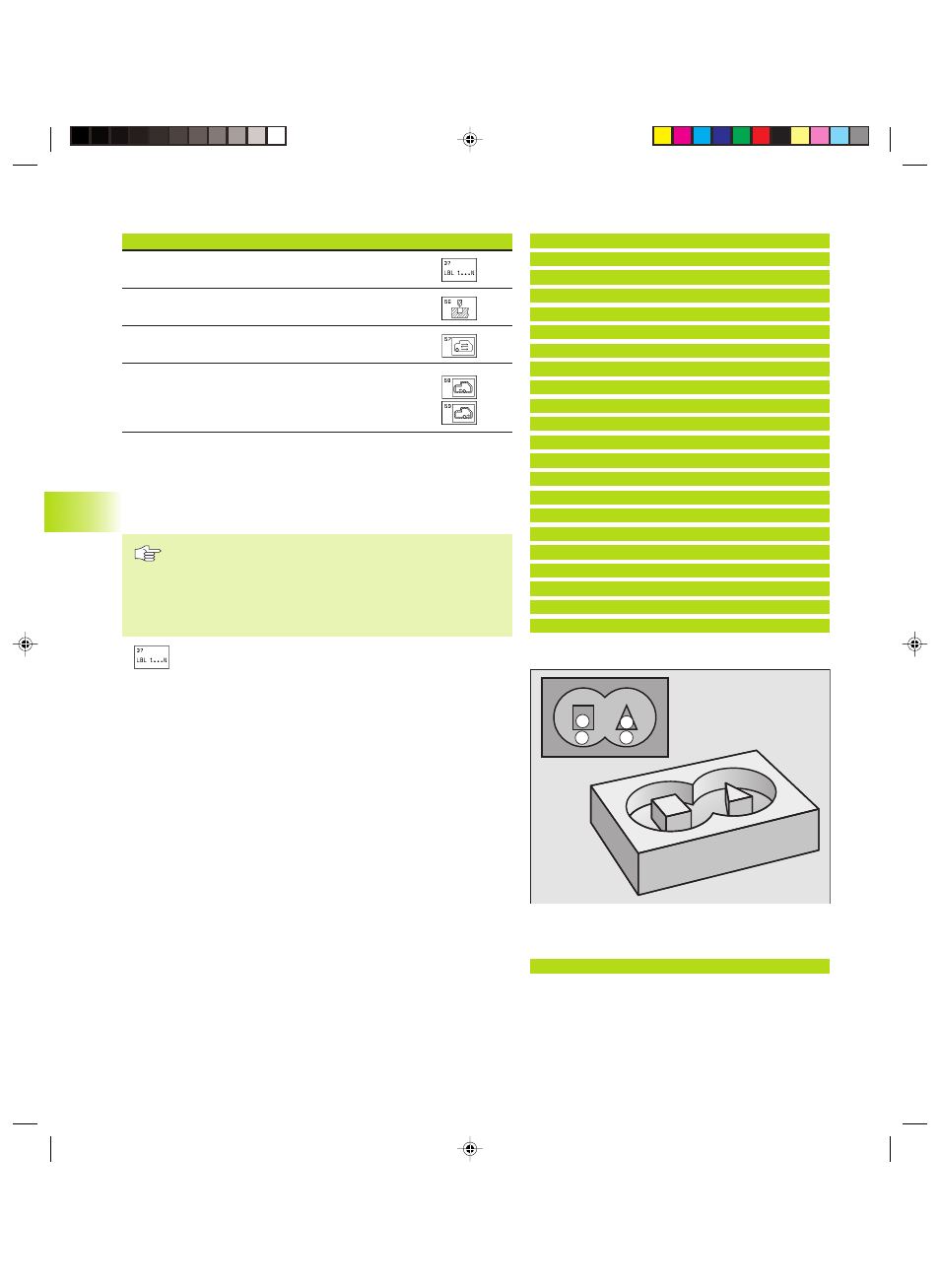
KONTUR (Zyklus G37)
In Zyklus G37 KONTUR listen Sie alle Unterprogramme auf, die zu
einer Gesamtkontur überlagert werden sollen (siehe Bild rechts
unten).
Beachten Sie vor dem Programmieren
Zyklus G37 ist DEF-Aktiv, das heißt ab seiner Definition im
Programm wirksam
In Zyklus G37 können Sie maximal 12 Unterprogramme
(Teilkonturen) auflisten
ú
Label-Nummern für die Kontur: Alle Label-Nummern der
einzelnen Unterprogramme eingeben, die zu einer Kontur
überlagert werden sollen. Jede Nummer mit der Taste
ENT bestätigen und die Eingaben mit der Taste END
abschließen.
8.6 SL
-Zyklen Gr
uppe I
NC-Beispielsatz:
N54 G37 P01 1 P02 5 P03 7*
Kkap8.pm6
29.06.2006, 07:35
192