7 sl -zyklen gr uppe ii (nic ht tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 220
Advertising
8 Programmieren: Zyklen
204
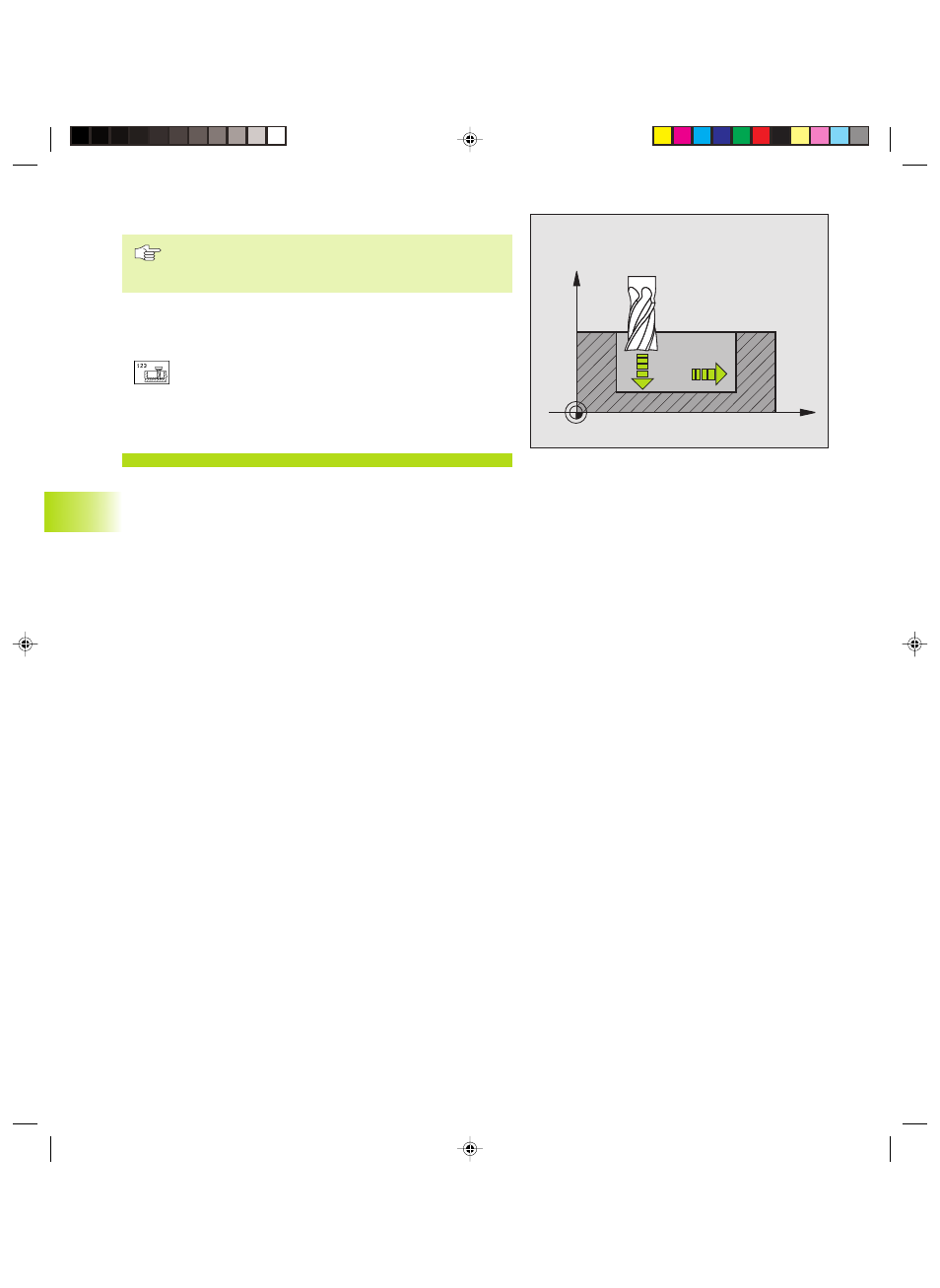
SCHLICHTEN TIEFE (Zyklus G123)
Die TNC ermittelt den Startpunkt fürs Schlichten selb-
ständig. Der Startpunkt ist abhängig von den Platzverhält-
nissen in der Tasche.
Die TNC fährt das Werkzeug weich (vertikaler Tangentialkreis) auf die
zu bearbeitende Fläche. Anschließend wird das beim Ausräumen
verbliebene Schlichtaufmaß abgefräst.
ú
Vorschub Tiefenzustellung Q11: Verfahrgeschwindigkeit
des Werkzeugs beim
Einstechen
ú
Vorschub Ausräumen Q12: Fräsvorschub
NC-Beispielsatz:
N60 G123 Q11=100 Q12=350*
8.7 SL
-Zyklen Gr
uppe II (nic
ht
TNC 41
0)
X
Z
Q11
Q12
Kkap8.pm6
29.06.2006, 07:35
204
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: