6 sl -zyklen gr uppe i – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 209
193
HEIDENHAIN TNC 410, TNC 426, TNC 430
X
Z
X
Y
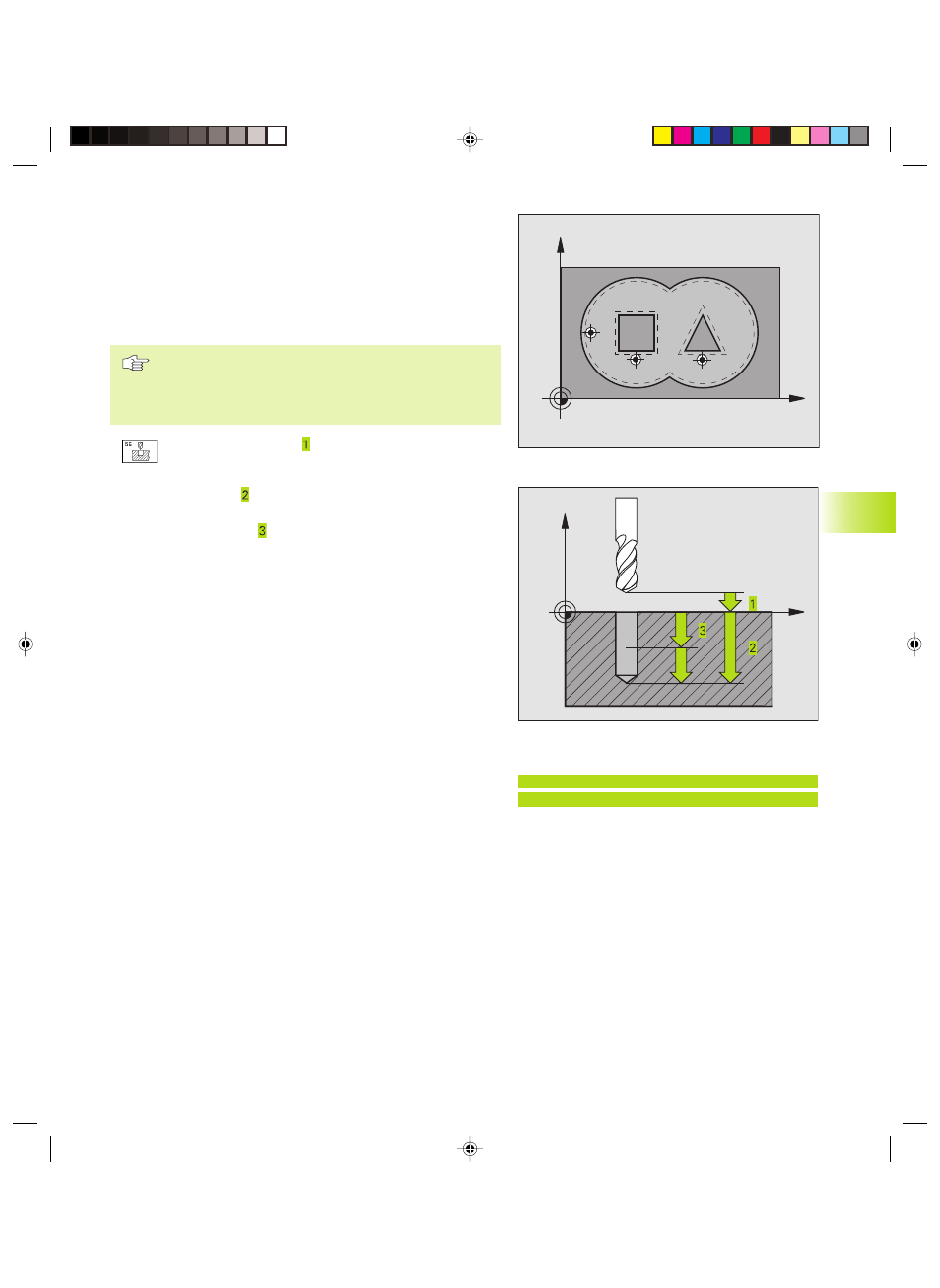
VORBOHREN (Zyklus G56)
Zyklus-Ablauf
Wie Zyklus G83Tiefbohren
Einsatz
Zyklus G56 VORBOHREN berücksichtigt für die Einstichpunkte das
Schlicht-Aufmaß. Die Einstichpunkte sind gleichzeitig die Startpunkte
fürs Räumen.
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche)
programmieren.
ú
Sicherheits-Abstand (inkremental): Abstand zwischen
Werkzeugspitze (Startposition) und Werkstück-Oberflä-
che
ú
Bohrtiefe (inkremental): Abstand zwischen Werkstück-
oberfläche und Bohrungsgrund (Spitze des Bohrkegels)
ú
Zustell-Tiefe (inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird. Die TNC fährt in einem
Arbeitsgang auf die Tiefe wenn:
■
Zustell-Tiefe und Bohrtiefe gleich sind
■
die Zustell-Tiefe größer als die Bohrtiefe ist
Die Bohrtiefe muß kein Vielfaches der
Zustell-Tiefe sein
ú
Vorschub Tiefenzustellung: Bohrvorschub in mm/min
ú
Schlicht-Aufmaß: Aufmaß in der Bearbeitungsebene
8.6 SL
-Zyklen Gr
uppe I
NC-Beispielsatz:
N54 G56 P01 2 P02 -15 P03 5 P04 250
P05 +0.5*
Kkap8.pm6
29.06.2006, 07:35
193