HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 317
12 3D-Tastsysteme
302
X
Y
PA
X
Y
A
B
12.1
Antastzyklen in den Betr
iebsar
ten Manuell und El.
Handr
ad
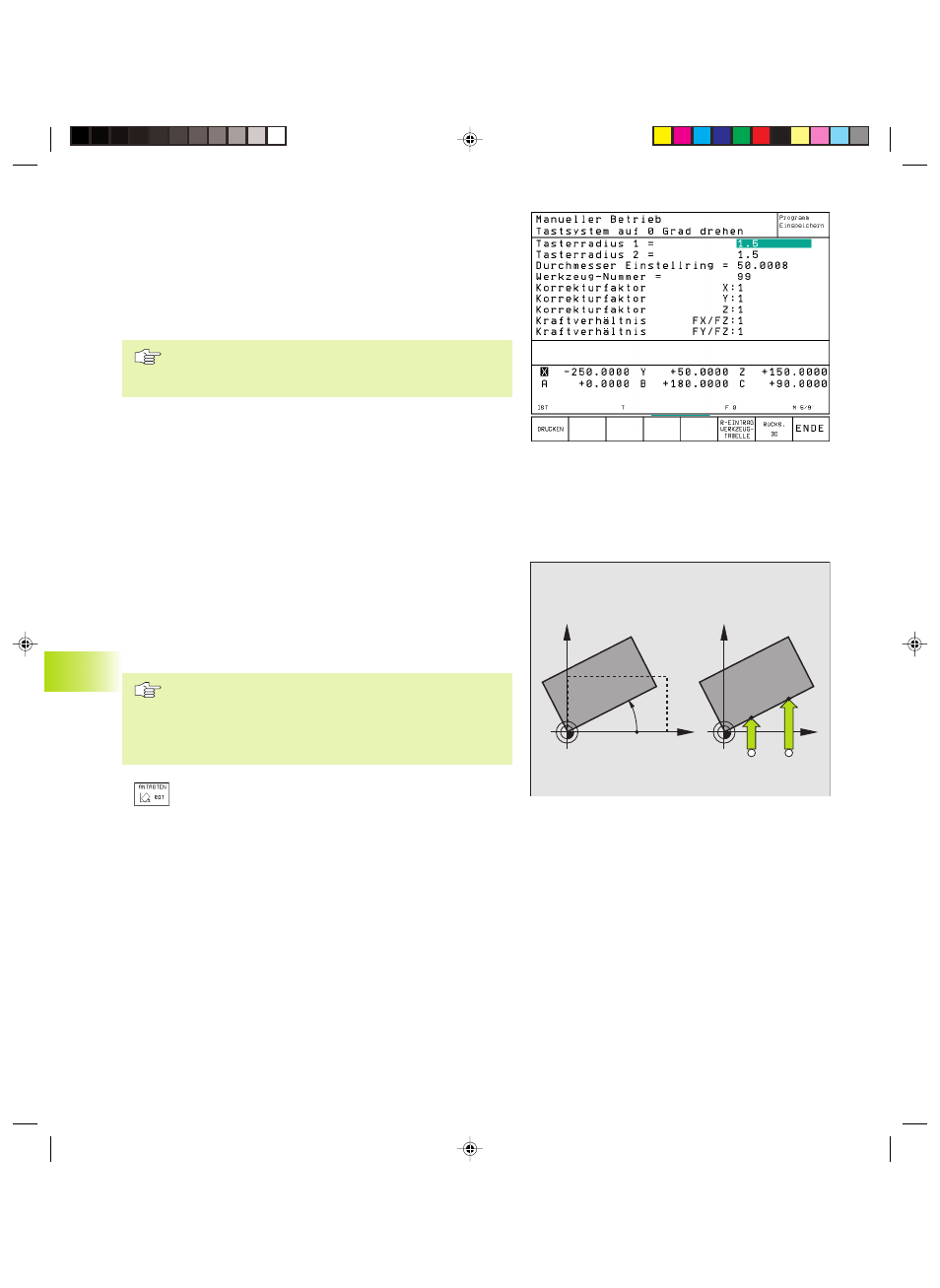
Kalibrierwerte anzeigen
Die Korrekturfaktoren und die Kraftverhältnisse werden in der TNC
gespeichert und bei späteren Einsätzen des messenden Tastsy-
stems berücksichtigt.
Drücken Sie den Softkey KAL. 3D, um die gespeicherten Werte
anzuzeigen.
Kalibrierwerte in der Werkzeug-Tabelle TOOL.T speichern
Diese Funktion steht nur zur Verfügung, wenn Sie den
Maschinen-Parameter 7411 = 1 (Tastsystemdaten mit
TOOL CALL aktivieren) gesetzt haben .
Wenn Sie Messungen während des Programmlaufs durchführen,
können Sie über einen TOOL CALL die Korrekturdaten für das
Tastsystem aus der Werkzeug-Tabelle aktivieren. Um die Kalibrier-
daten in der Werkzeug-Tabelle TOOL.T zu speichern, geben Sie im
Kalibriermenü die Werkzeug-Nummer an (mit ENT bestätigen) und
drücken anschließend den Softkey R-EINTRAG WERKZEUG-TABEL-
LE.
Die TNC speichert den Tasterradius 1 in der Spalte R, den Taster-
radius 2 in der Spalte R2.
Werkstück-Schieflage kompensieren
Eine schiefe Werkstück-Aufspannung kompensiert die TNC rechne-
risch durch eine „Grunddrehung“.
Dazu setzt die TNC den Drehwinkel auf den Winkel, den eine
Werkstückfläche mit der Winkelbezugsachse der Bearbeitungs-
ebene einschließen soll. Siehe Bild rechts Mitte.
Antastrichtung zum Messen der Werkstück-Schieflage
immer senkrecht zur Winkelbezugsachse wählen.
Damit die Grunddrehung im Programmlauf richtig
verrechnet wird, müssen Sie im ersten Verfahrsatz beide
Koordinaten der Bearbeitungsebene programmieren.
ú
Antastfunktion wählen: Softkey ANTASTEN ROT
drücken
ú
Tastsystem in die Nähe des ersten Antastpunkts
positionieren
ú
Antastrichtung senkrecht zur Winkelbezugsachse
wählen: Achse und Richtung über Softkey wählen
ú
Antasten: Externe START-Taste drücken
ú
Tastsystem in die Nähe des zweiten Antastpunkts
positionieren
ú
Antasten: Externe START-Taste drücken
Die TNC speichert die Grunddrehung netzausfallsicher. Die Grund-
drehung ist für alle nachfolgenden Programmläufe wirksam.
Okap12.pm6
29.06.2006, 07:35
302