HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 119
103
HEIDENHAIN TNC 410, TNC 426, TNC 430
Gerade im Eilgang G00
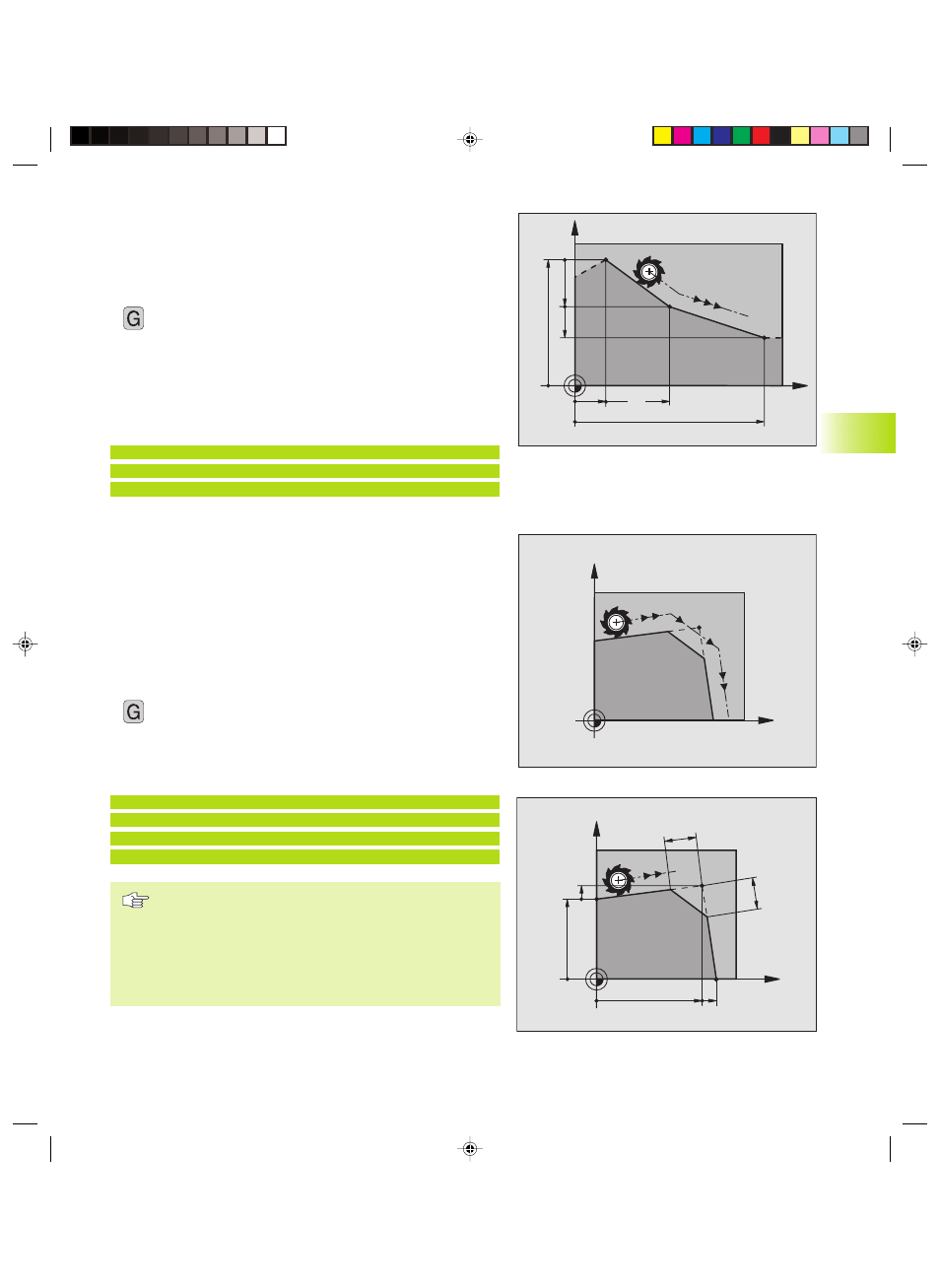
Gerade mit Vorschub G01 F . . .
Die TNC fährt das Werkzeug auf einer Geraden von seiner aktuellen
Position zum Endpunkt der Gerade. Der Startpunkt ist der Endpunkt
des vorangegangenen Satzes.
1
ú
Koordinaten des Endpunkts der Gerade eingeben
Falls nötig:
ú
Radiuskorrektur G40/G41/G42
ú
Vorschub F
ú
Zusatz-Funktion M
NC-Beispielsätze
N70 G01 G41 X+10 Y+40 F200 M3 *
N80 G91 X+20 Y-15 *
N90 G90 X+60 G91 Y-10 *
Fase zwischen zwei Geraden einfügen
Konturecken, die durch den Schnitt zweier Geraden entstehen,
können Sie mit einer Fase versehen.
■
In den Geradensätzen vor und nach dem G24-Satz programmie-
ren Sie jeweils beide Koordinaten der Ebene, in der die Fase
ausgeführt wird
■
Die Radiuskorrektur vor und nach G24-Satz muß gleich sein
■
Die Fase muß mit dem aktuellen Werkzeug ausführbar sein
24
ú
Mit Taste ENT bestätigen
ú
Fasen-Abschnitt: Länge der Fase eingeben
ú
Vorschub F (wirkt nur im G24-Satz)
NC-Beispielsätze
N70 G01 G41 X+0 Y+30 F300 M3 *
N80 X+40 G91 Y+5 *
N90 G24 R12 *
N100 X+5 G90 Y+0 *
Eine Kontur nicht mit einem G24-Satz beginnen!
Eine Fase wird nur in der Bearbeitungsebene ausgeführt.
Der Vorschub beim Fasen entspricht dem zuvor program-
mierten Vorschub.
Der von der Fase abgeschnittene Eckpunkt wird nicht
angefahren.
6.4 Bahnbew
egung - r
e
c
htwinklig
er K
oor
dinat
en
X
Y
60
15
40
10
10
20
X
Y
X
Y
40
12
30
5
12
5
Gkap6.pm6
29.06.2006, 07:35
103