5 bearbeitungsebene schwenken (nicht tnc 410) – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 37
21
HEIDENHAIN TNC 410, TNC 426, TNC 430
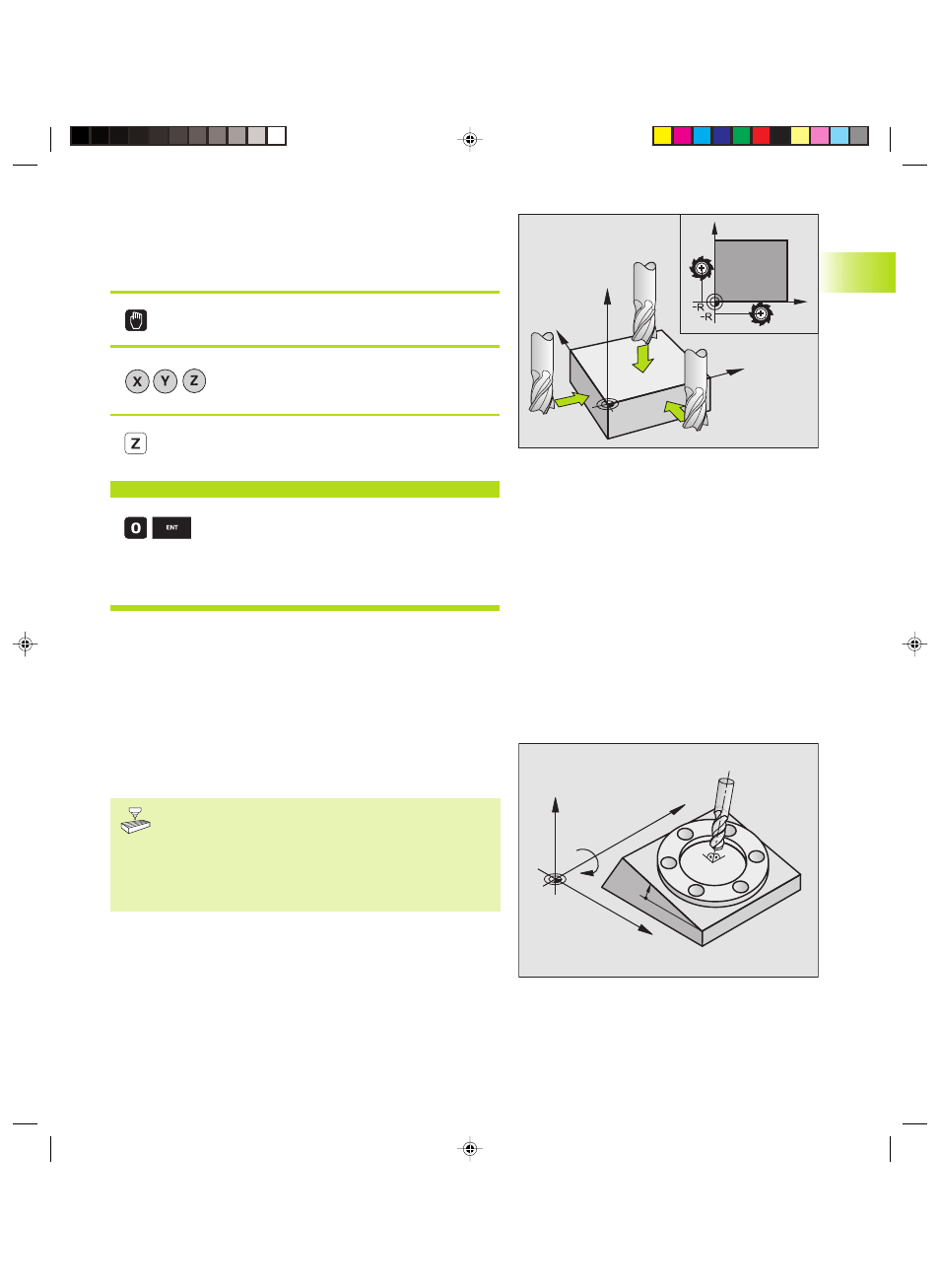
Bezugspunkt setzen
Schutzmaßnahme: Falls die Werkstück-Oberfläche nicht angekratzt
werden darf, wird auf das Werkstück ein Blech bekannter Dicke d
gelegt. Für den Bezugspunkt geben Sie dann einen um d größeren
Wert ein.
Betriebsart Manueller Betrieb wählen
<
Werkzeug vorsichtig verfahren, bis es das
Werkstück berührt (ankratzt)
<
Achse wählen (alle Achsen sind auch über die
ASCII-Tastatur wählbar)
Bezugspunkt-Setzen Z=
<
Nullwerkzeug, Spindelachse: Anzeige auf
bekannte Werkstück-Position (z.B. 0) setzen oder
Dicke d des Blechs eingeben. In der
Bearbeitungsebene: Werkzeug-Radius berück-
sichtigen
Die Bezugspunkte für die verbleibenden Achsen setzen Sie auf die
gleiche Weise.
Wenn Sie in der Zustellachse ein voreingestelltes Werkzeug ver-
wenden, dann setzen Sie die Anzeige der Zustellachse auf die
Länge L des Werkzeugs bzw. auf die Summe Z=L+d.
2.5 Bearbeitungsebene schwenken
(nicht TNC 410)
Die Funktionen zum Schwenken der Bearbeitungsebene
werden vom Maschinenhersteller an TNC und Maschine
angepaßt. Bei bestimmten Schwenkköpfen oder
Schwenktischen legt der Maschinenhersteller fest, ob die
eingegebenen Winkel als Koordinaten der Drehachsen
oder als Raumwinkel interpretiert werden. Beachten Sie
Ihr Maschinenhandbuch.
Die TNC unterstützt das Schwenken von Bearbeitungsebenen an
Werkzeugmaschinen mit Schwenkköpfen sowie Schwenktischen.
Typische Anwendungen sind z.B. schräge Bohrungen oder schräg im
Raum liegende Konturen. Die Bearbeitungsebene wird dabei immer
um den aktiven Nullpunkt geschwenkt. Wie gewohnt, wird die
Bearbeitung in einer Hauptebene (z.B. X/Y-Ebene) programmiert,
jedoch in der Ebene ausgeführt, die zur Hauptebene geschwenkt
wurde.
Y
X
Z
X
Y
2.5 Bearbeit
ungsebene sc
hw
enk
en (nic
h
t
TNC 41
0)
X
Z
Y
B
10°
Dkap2-3.pm6
29.06.2006, 07:34
21