HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 35
19
HEIDENHAIN TNC 410, TNC 426, TNC 430
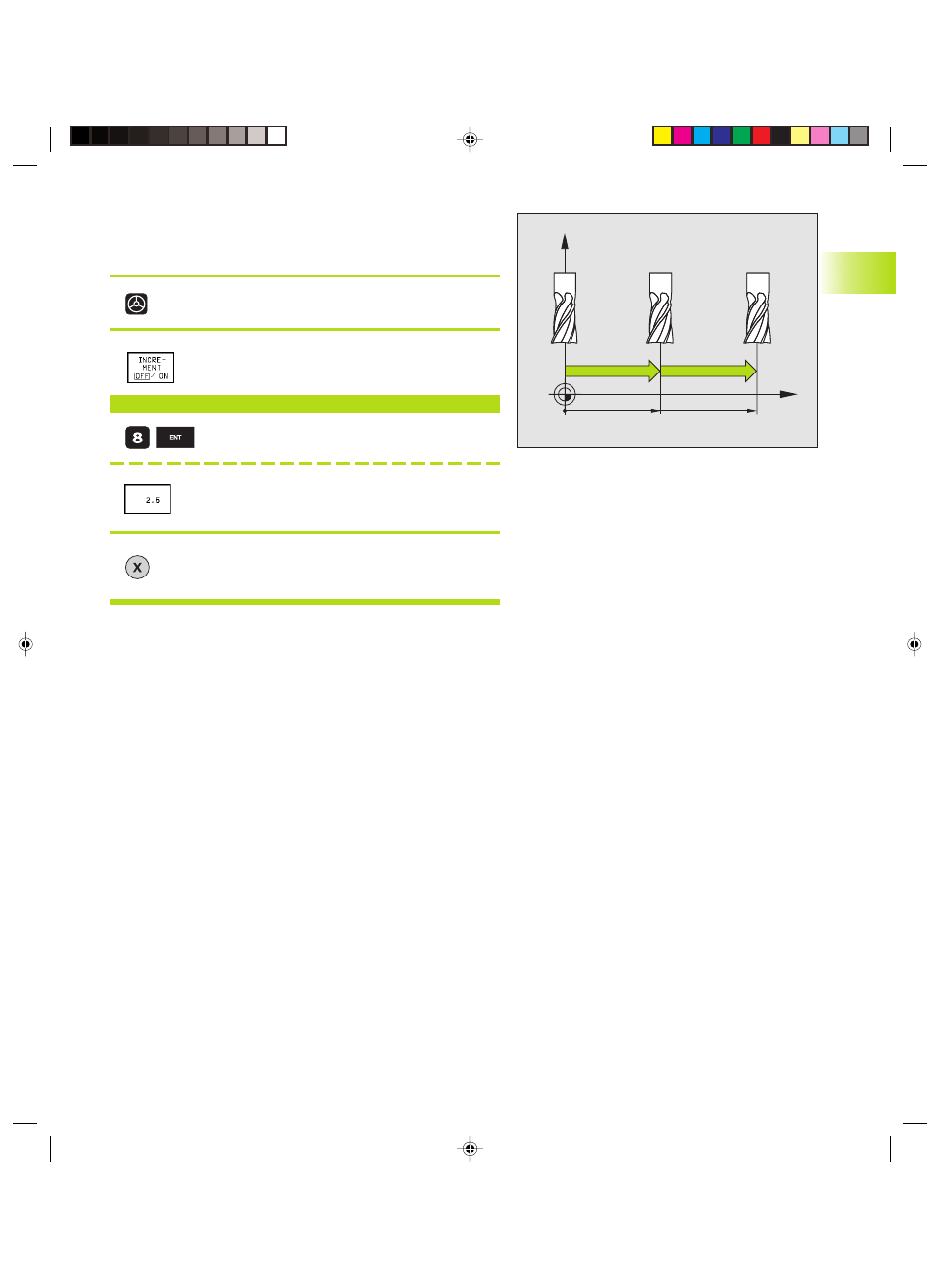
Schrittweises Positionieren
Beim schrittweisen Positionieren verfährt die TNC eine Maschinen-
achse um ein von Ihnen festgelegtes Schrittmaß.
Betriebsart Manuell oder El. Handrad wählen
<
Schrittweises Positionieren wählen: Softkey
SCHRITTMASS auf EIN
Zustellung:
<
Zustellung in mm eingeben, z.B. 8 mm
Zustellung über Softkey wählen (Softkey-Leiste
weiterschalten, nicht TNC 426, TNC 430)
<
Externe Richtungstaste drücken: beliebig oft
positionieren
2.3 Spindeldrehzahl S, Vorschub F und
Zusatzfunktion M
In den Betriebsarten Manueller Betrieb und El. Handrad geben Sie
Spindeldrehzahl S, Vorschub F und Zusatzfunktion M über Softkeys
ein. Die Zusatzfunktionen sind in „7. Programmieren: Zusatz-
funktionen“ beschrieben.
16
X
Z
8
8
8
2.3 Spindeldr
ehzahl S
,
V
orsc
hub F und Zusatzfunktion M
Dkap2-3.pm6
29.06.2006, 07:34
19