5 bahnbew egung en – p olar k oor dinat en – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 133
6.4 Bahnbew
egung
en – r
e
c
htwinklig
e K
oor
dinat
en
117
HEIDENHAIN TNC 410, TNC 426, TNC 430
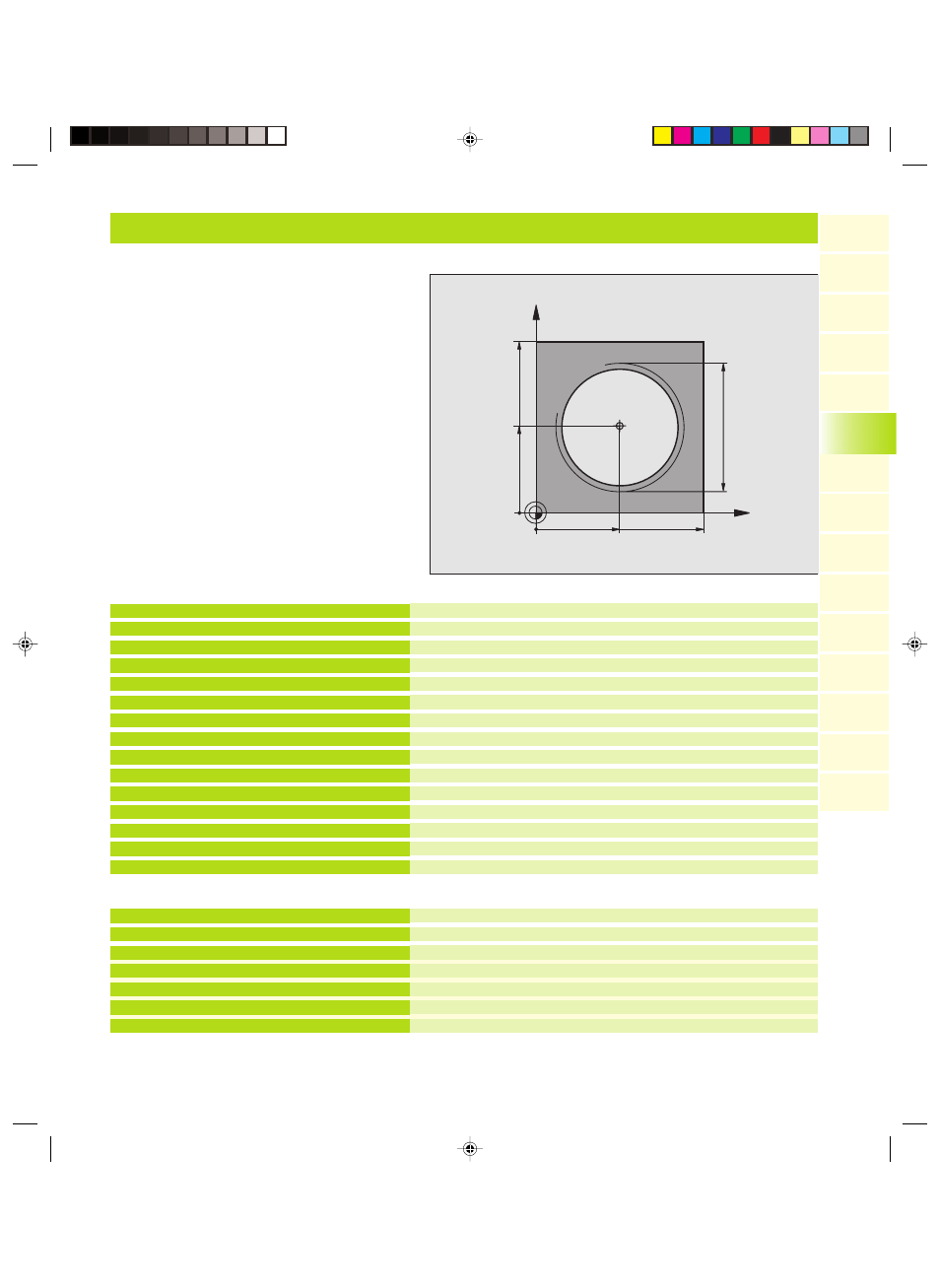
Beispiel: Helix
Rohteil-Definition
Werkzeug-Definition
Werkzeug-Aufruf
Werkzeug freifahren
Werkzeug vorpositionieren
Letzte programmierte Position als Pol übernehmen
Auf Bearbeitungstiefe fahren
Ersten Konturpunkt anfahren
Tangentiales Anfahren
Helix fahren
Tangentiales Wegfahren
Freifahren in der Bearbeitungsebene, Radiuskorrektur aufheben
Werkzeug freifahren in der Spindelachse, Programm-Ende
Beginn der Programmteil-Wiederholung
Steigung direkt als inkrementalen Z-Wert eingeben
Anzahl der Wiederholungen (Gänge)
%HELIX G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
N40 T1 G17 S1400 *
N50 G00 G40 G90 Z+250 *
N60 X+50 Y+50 *
N70 G29 *
N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 R+32 H+180 F250 *
N100 G26 R2 *
N110 G13 G91 H+3240 Z+13,5 F200 *
N120 G27 R2 F500 *
N170 G01 G40 G90 X+50 Y+50 F1000 *
N180 G00 Z+250 M2 *
Wenn Sie mehr als 16 Gänge fertigen müssen:
...N80 G01 Z-12,75 F1000 M3 *
N90 G11 G41 H+180 R+32 F250 *
N100 G26 R2 *
N110 G98 L1 *
N120 G12 G91 H+360 Z+1,5 F200 *
N130 L1,24 *
N999999 %HELIX G71 *
X
Y
50
50
I,J
100
100
M64 x 1,5
6.5 Bahnbew
egung
en –
P
olar
k
oor
dinat
en
Gkap6.pm6
29.06.2006, 07:35
117