HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 311
12 3D-Tastsysteme
296
12.1 Antastzyklen in den Betriebsarten
Manueller Betrieb und
El. Handrad
Die TNC muß vom Maschinenhersteller für den Einsatz
eines 3D-Tastsystems vorbereitet sein.
Wenn Sie Messungen während des Programmlaufs
durchführen, dann achten Sie darauf, daß die Werkzeug-
Daten (Länge, Radius, Achse) entweder aus den kalibrier-
ten Daten oder aus dem letzten T-Satz verwendet
werden können (Auswahl über MP7411).
Zusätzlich beachten bei TNC 426, TNC 430:
Falls Sie abwechselnd mit einem schaltenden und einem
messenden Tastsystem arbeiten, beachten Sie, daß
■
über MP 6200 das richtige Tastsystem gewählt ist
■
das messende und das schaltende Tastsystem nie
gleichzeitig an der Steuerung angeschlossen sind
Die TNC kann nicht feststellen, welches Tastsystem
tatsächlich in der Spindel eingesetzt ist.
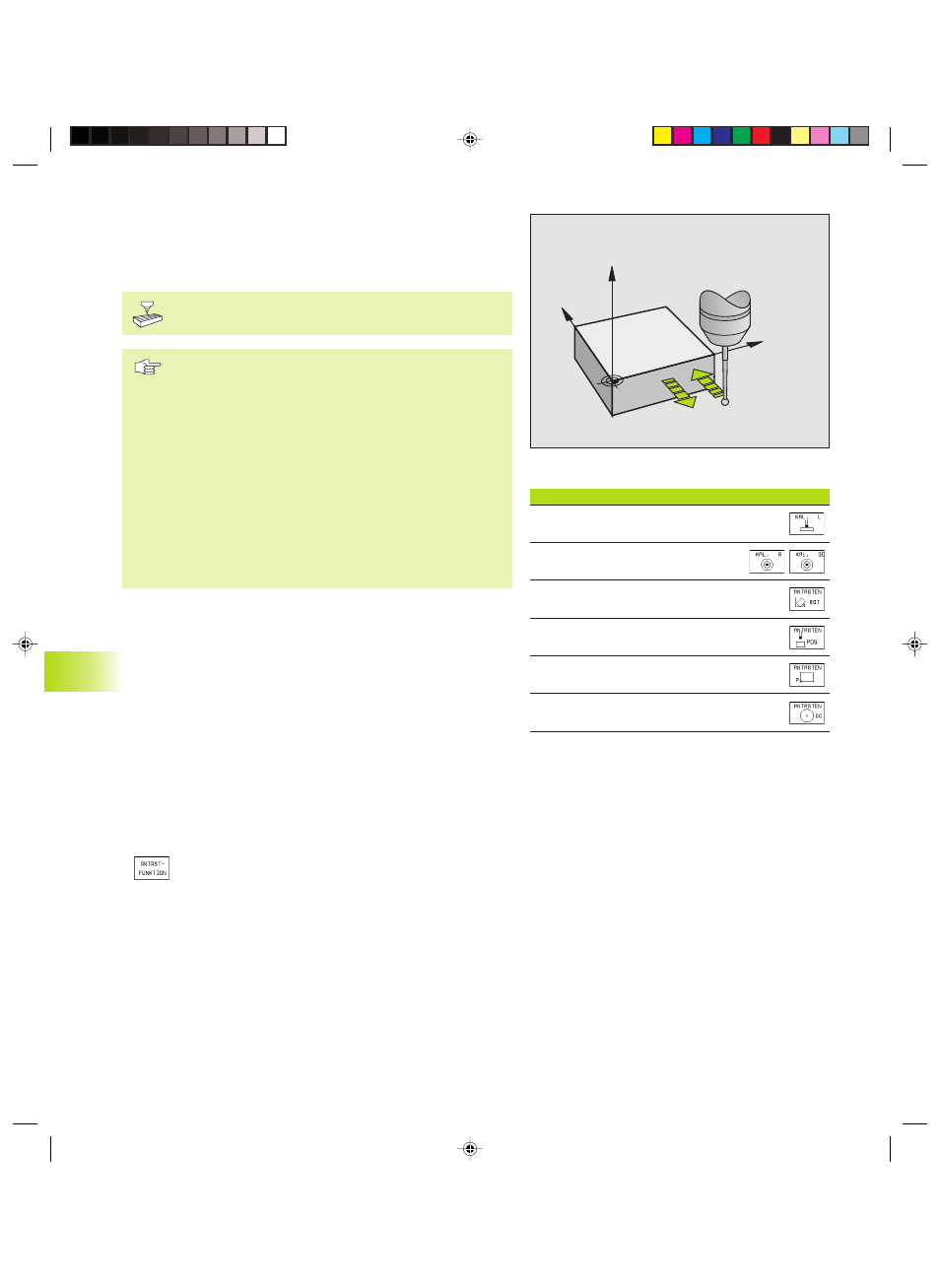
Während der Antastzyklen fährt das 3D-Tastsystem achsparallel auf
das Werkstück zu, nachdem Sie die externe START-Taste gedrückt
haben. Der Maschinenhersteller legt den Antast-Vorschub fest:
Siehe Bild rechts. Wenn das 3D-Tastsystem das Werkstück berührt,
■
sendet das 3D-Tastsystem ein Signal an die TNC: Die Koordinaten
der angetasteten Position werden gespeichert
■
stoppt das 3D-Tastsystem und
■
fährt im Eilgang auf die Startposition des Antastvorgangs zurück
Wird innerhalb eines festgelegten Wegs der Taststift nicht aus-
gelenkt, gibt die TNC eine entsprechende Fehlermeldung aus
(Weg: MP6130 für schaltendes Tastsystem und MP6330 für mes-
sendes Tastsystem).
Antast-Funktion wählen
ú
Betriebsart Manueller Betrieb oder El. Handrad wählen
ú
Antastfunktionen wählen: Softkey ANTAST FUNKTIO-
NEN drücken. Die TNC zeigt weitere Softkeys: Siehe
Tabelle rechts
Funktion
Softkey
Wirksame Länge kalibrieren
Wirksamen Radius kalibrieren
Grunddrehung
Bezugspunkt-Setzen
Ecke als Bezugspunkt setzen
Kreismittelpunkt als Bezugspunkt setzen
12.1
Antastzyklen in den Betr
iebsar
ten Manuell und El.
Handr
ad
Y
X
Z
F
F MAX
Okap12.pm6
29.06.2006, 07:35
296