7 sl -zyklen gr uppe ii (nic ht tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 214
8 Programmieren: Zyklen
198
Die Maßangaben für die Bearbeitung, wie Frästiefe, Aufmaße und
Sicherheits-Abstand geben Sie zentral im Zyklus 120 als KONTUR-
DATEN ein.
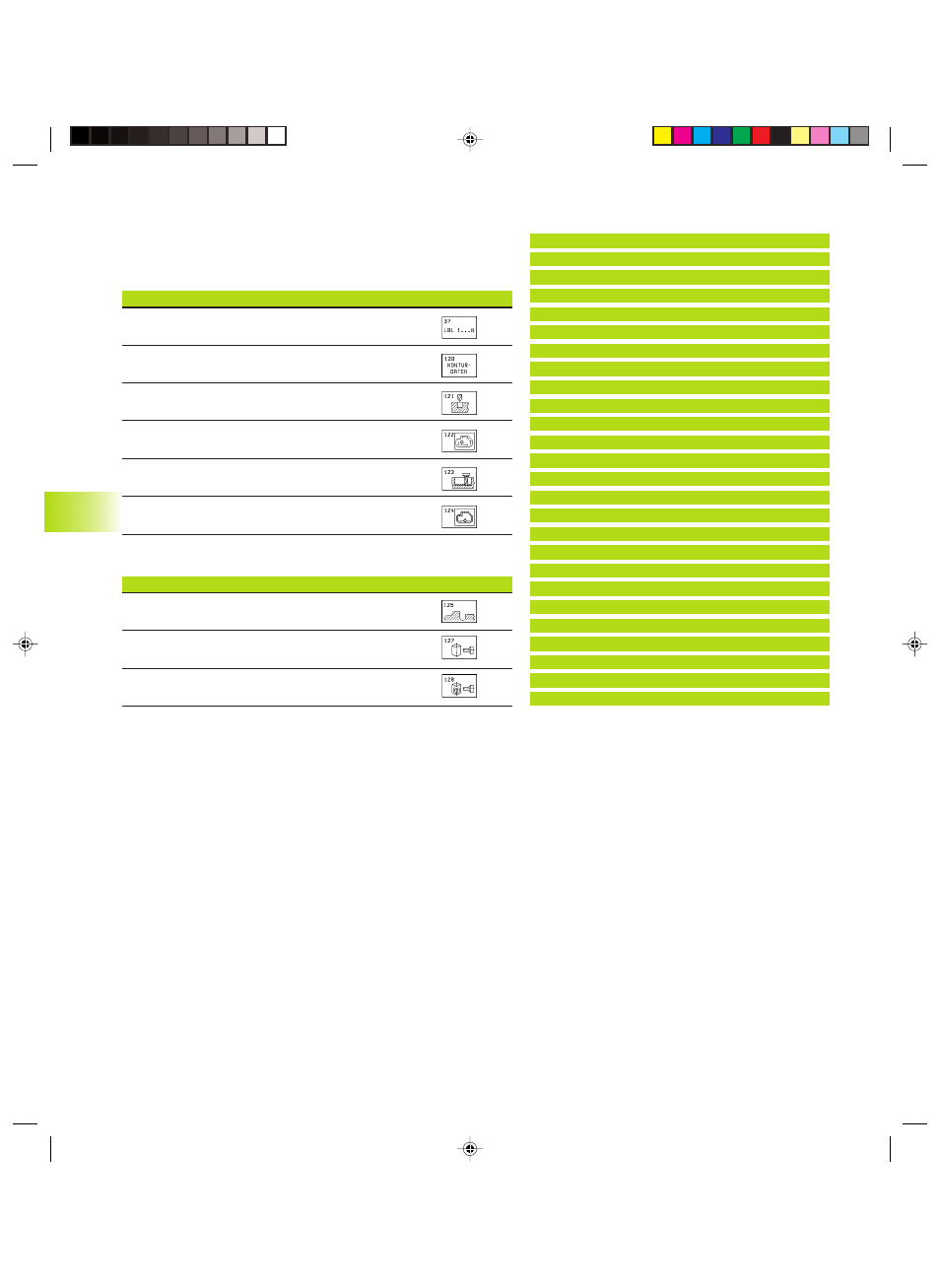
Übersicht: SL-Zyklen
Zyklus
Softkey
G37 KONTUR (zwingend erforderlich)
G120 KONTUR-DATEN (zwingend erforderlich)
G121 VORBOHREN (wahlweise verwendbar)
G122 RAEUMEN (zwingend erforderlich)
G123 SCHLICHTEN TIEFE (wahlweise verwendbar)
G124 SCHLICHTEN SEITE (wahlweise verwendbar)
Erweiterte Zyklen:
Zyklus
Softkey
G125 KONTUR-ZUG
G127 ZYLINDER-MANTEL
G128 ZYLINDER-MANTEL Nutenfräsen
Schema: Arbeiten mit SL-Zyklen
%SL2 G71 *
...
N120 G37 ... *
N130 G120... *
...
N160 G121 ... *
N170 G79 *
...
N180 G122 ... *
N190 G79 *
...
N220 G123 ... *
N230 G79 *
...
N260 G124 ... *
N270 G79 *
...
N500 G00 G40 Z+250 M2 *
N510 G98 L1 *
...
N550 G98 L0 *
N560 G98 L2 *
...
N600 G98 L0 *
...
N99999 %SL2 G71 *
8.7 SL
-Zyklen Gr
uppe II (nic
ht
TNC 41
0)
Kkap8.pm6
29.06.2006, 07:35
198