2 w e rk z eug-d a te n – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 96
80
5 Programmieren: Werkzeuge
5.2 W
e
rk
z
eug-D
a
te
n
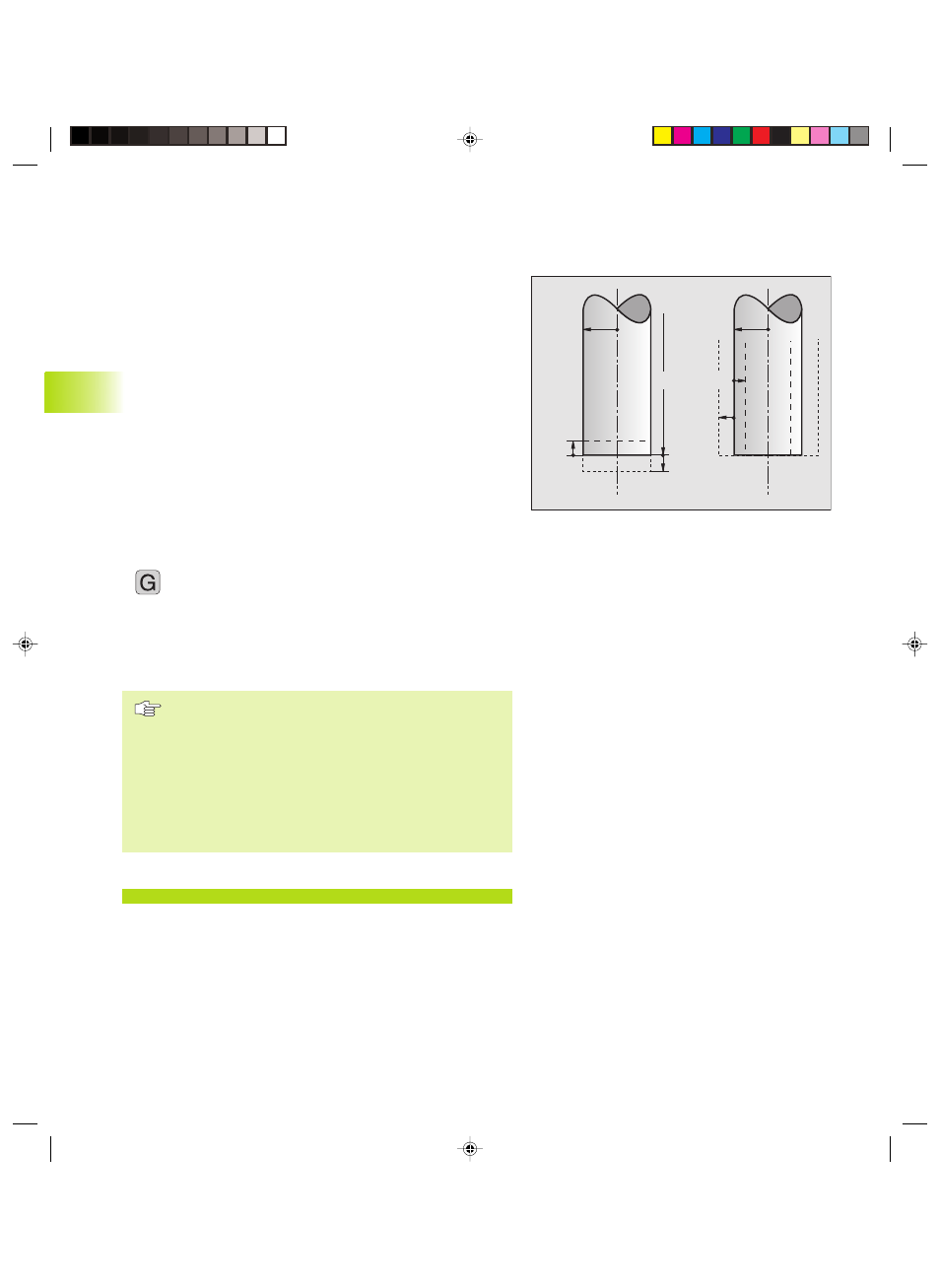
DR<0
DR>0
DL<0
R
DL>0
L
R
Werkzeug-Radius R
Den Werkzeug-Radius R geben Sie direkt ein.
Delta-Werte für Längen und Radien
Delta-Werte bezeichnen Abweichungen für die Länge und den
Radius von Werkzeugen.
Ein positiver Delta-Wert steht für ein Aufmaß (DR>0). Bei einer
Bearbeitung mit Aufmaß geben Sie den Wert für das Aufmaß beim
Programmieren des Werkzeug-Aufrufs mit T ein.
Ein negativer Delta-Wert bedeutet ein Untermaß (DR<0). Ein Unter-
maß wird in der Werkzeug-Tabelle für den Verschleiß eines Werk-
zeugs eingetragen.
Delta-Werte geben Sie als Zahlenwerte ein, in einem T-Satz können
Sie den Wert auch mit einem Q-Parameter übergeben.
Eingabebereich: Delta-Werte dürfen maximal ± 99,999 mm betragen.
Werkzeug-Daten ins Programm eingeben
Nummer, Länge und Radius für ein bestimmtes Werkzeug legen Sie
im Bearbeitungs-Programm einmal in einem G99-Satz fest:
99
ú
Werkzeug-Definition wählen. Mit Taste ENT bestäti-
gen.
ú
Werkzeug-Nummer eingeben: Mit der Werkzeug-
Nummer ein Werkzeug eindeutig kennzeichnen.
ú
Werkzeug-Länge eingeben: Korrekturwert für die Länge
ú
Werkzeug-Radius eingeben
Während des Dialogs können Sie den Wert für die Länge
direkt in das Dialogfeld einfügen.
TNC 426, TNC 30:
Taste „Ist-Position-übernehmen“ drücken. Achten Sie
darauf, daß dabei die Werzeugachse in der Status-
Anzeige markiert ist.
TNC 410:
Softkey AKT. POS. Z drücken.
Beispiel NC-Satz
N40 G99 T5 L+10 R+5 *
Fkap5.pm6
29.06.2006, 07:35
80