HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 140
7 Programmieren: Zusatz-Funktionen
124
7.4 Zusatz-F
unktionen für das Bahn
v
e
rhalt
en
7.4
Zusatz-Funktionen für das
Bahnverhalten
Ecken verschleifen: M90
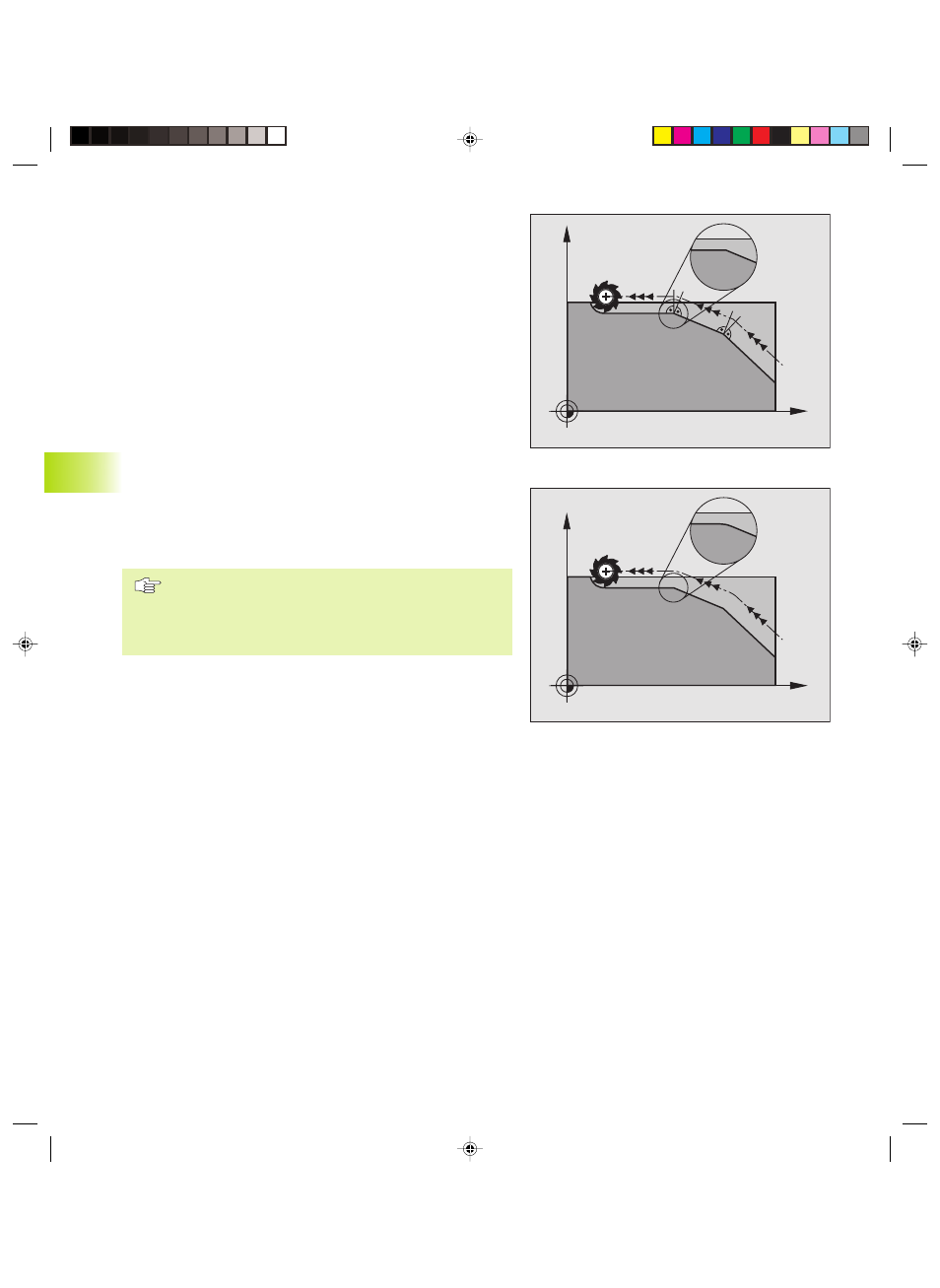
Standardverhalten
Die TNC hält bei Positionier-Sätzen ohne Werkzeug-Radiuskorrektur
das Werkzeug an den Ecken kurz an (Genau-Halt).
Bei Programmsätzen mit Radiuskorrektur (RR/RL) fügt die TNC an
Außenecken automatisch einen Übergangskreis ein.
Verhalten mit M90
Das Werkzeug wird an eckigen Übergängen mit konstanter Bahn-
geschwindigkeit geführt: Die Ecken verschleifen und die Werkstück-
Oberfläche wird glatter. Zusätzlich verringert sich die Bearbeitungs-
zeit. Siehe Bild rechts Mitte.
Anwendungsbeispiel: Flächen aus kurzen Geradenstücken.
Wirkung
M90 wirkt nur in dem Programmsatz, in dem M90 programmiert ist.
M90 wird wirksam am Satz-Anfang. Betrieb mit Schleppabstand
muß angewählt sein.
Unabhängig von M90 kann über MP7460 ein Grenzwert
festgelegt werden, bis zu dem noch mit konstanter
Bahngeschwindigkeit verfahren wird (bei Betrieb mit
Schleppabstand und Geschwindigkeits-Vorsteuerung,
nicht TNC 426, TNC 430).
X
Y
X
Y
Hkap7.pm6
29.06.2006, 07:35
124