7 sl -zyklen gr uppe ii (nic ht tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 218
8 Programmieren: Zyklen
202
ú
Sicherheits-Abstand Q6 (inkremental): Abstand zwi-
schen Werkzeug-Stirnfläche und Werkstück-
Oberfläche
ú
Sichere Höhe Q7 (absolut): Absolute Höhe, in der keine
Kollision mit dem Werkstück erfolgen kann (für
Zwischenpositionierung und Rückzug am Zyklus-Ende)
ú
Innen-Rundungsradius Q8: Verrundungs-Radius an
Innen-„Ecken“; Eingegebener Wert bezieht sich auf
die Werkzeug-Mittelpunktsbahn
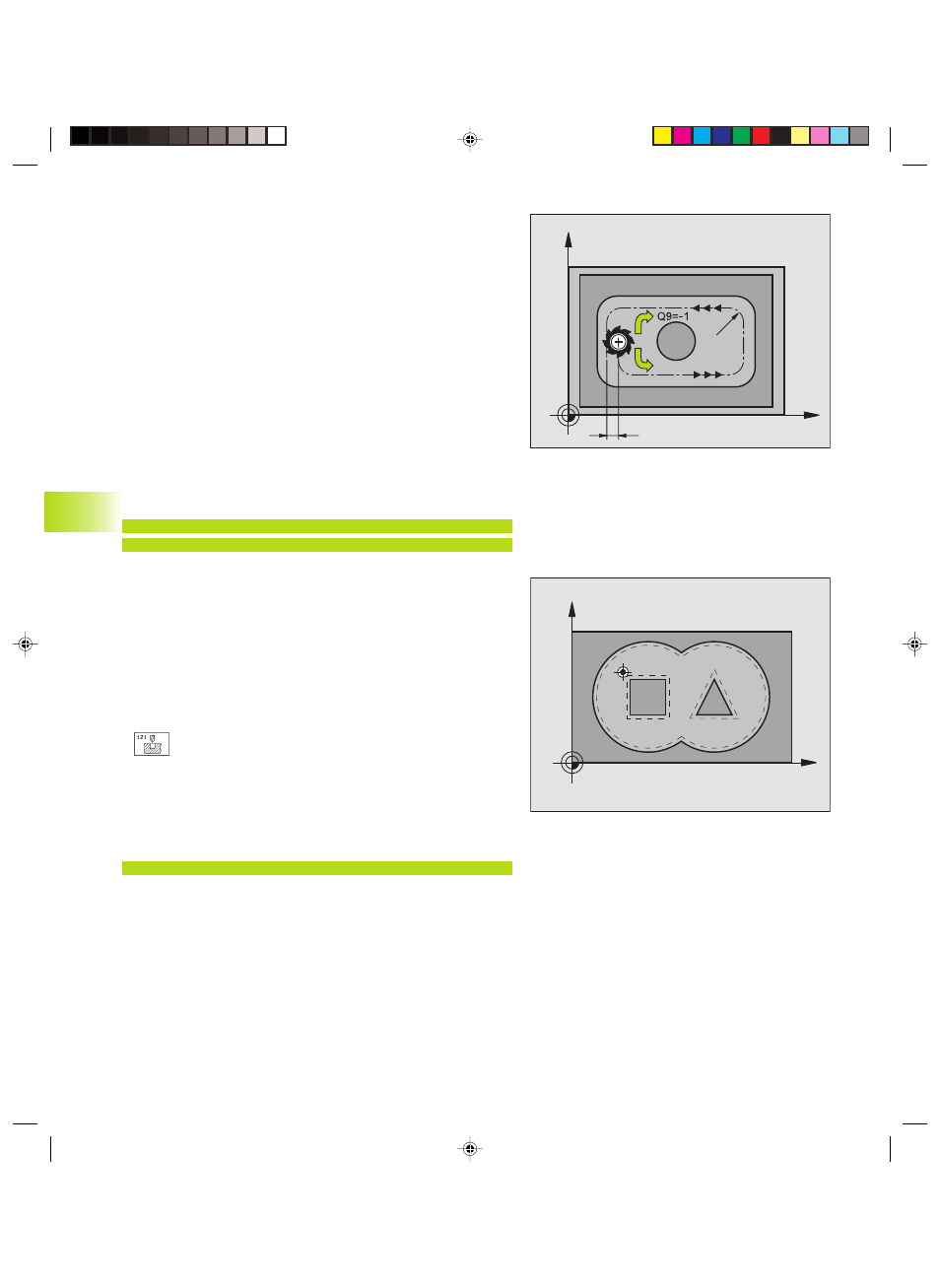
ú
Drehsinn ? Uhrzeigersinn = -1 Q9: Bearbeitungs-
Richtung für Taschen
■
im Uhrzeigersinn (Q9 = -1 Gegenlauf für Tasche
und Insel)
■
im Gegenuhrzeigersinn (Q9 = +1 Gleichlauf für Tasche
und Insel)
Sie können die Bearbeitungs-Parameter bei einer Programm-
Unterbrechung überprüfen und ggf. überschreiben.
NC-Beispielsatz:
N57 G120 Q1=-20 Q2=1 Q3=+0.2 Q4=+0.1 Q5=+0 Q6=+2
Q7=+50 Q8=0.5 Q9=+1*
VORBOHREN (Zyklus G121)
Zyklus-Ablauf
Wie Zyklus G83 Tiefbohren (siehe „8.3 Bohrzyklen“).
Einsatz
Zyklus G121 VORBOHREN berücksichtigt für die Einstichpunkte das
Schlichtaufmaß Seite und das Schlichtaufmaß Tiefe, sowie den
Radius des Ausräum-Werkzeugs. Die Einstichpunkte sind gleichzei-
tig die Startpunkte fürs Räumen.
ú
Zustell-Tiefe Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird (Vorzeichen bei
negativer Arbeitsrichtung „–“)
ú
Vorschub Tiefenzustellung Q11: Bohrvorschub in mm/min
ú
Ausräum-Werkzeug Nummer Q13: Werkzeug-Nummer
des Ausräum-Werkzeugs
NC-Beispielsatz:
N58 G121 Q10=+5 Q11=100 Q13=1*
8.7 SL
-Zyklen Gr
uppe II (nic
ht
TNC 41
0)
X
Y
X
Y
k
Q9=+1
Q8
Kkap8.pm6
29.06.2006, 07:35
202