3 bohrzyklen – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 169
153
HEIDENHAIN TNC 410, TNC 426, TNC 430
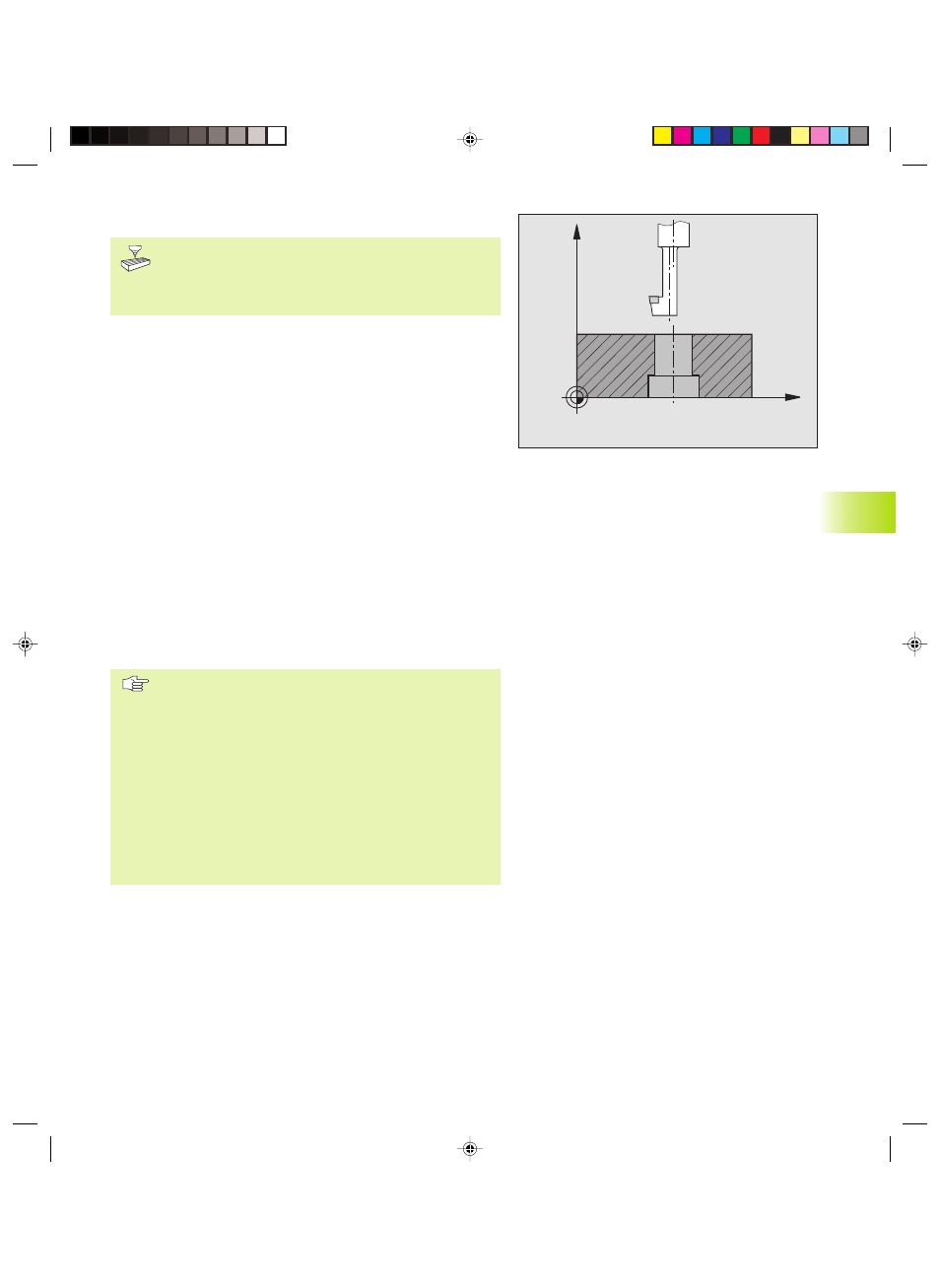
RUECKWAERTS-SENKEN (Zyklus G204)
Maschine und TNC müssen vom Maschinenhersteller für
das Rückwärts-Senken vorbereitet sein.
Der Zyklus arbeitet nur mit sogenannten Rückwärtsbohr-
stangen.
Mit diesem Zyklus stellen Sie Senkungen her, die sich auf der Werk-
stück-Unterseite befinden.
1 Die TNC positioniert das Werkzeug in der Spindelachse im
Eilgang auf den Sicherheits-Abstand über der Werkstück-Oberflä-
che
2 Dort führt die TNC eine Spindel-Orientierung auf die 0°-Position
durch und versetzt das Werkzeug um das Exzentermaß
3 Anschließend taucht das Werkzeug mit dem Vorschub Vor-
positionieren in die vorgebohrte Bohrung ein, bis die Schneide im
Sicherheits-Abstand unterhalb der Werkstück-Unterkante steht
4 Die TNC fährt jetzt das Werkzeug wieder auf Bohrungsmitte,
schaltet die Spindel und ggf. das Kühlmittel ein und fährt dann mit
dem Vorschub Senken auf die eingegebene Tiefe Senkung
5 Falls eingegeben, verweilt das Werkzeug am Senkungsgrund und
fährt anschließend wieder aus der Bohrung heraus, führt eine
Spindelorientierung durch und versetzt erneut um das Exzenter-
maß
6 Anschließend fährt die TNC das Werkzeug im Vorschub Vor-
positionieren auf den Sicherheits-Abstand und von dort – falls
eingegeben – mit Eilgang auf den 2. Sicherheits-Abstand.
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Bohrungsmitte) der
Bearbeitungsebene mit Radiuskorrektur G40
programmieren.
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung beim Senken fest. Achtung: Positives
Vorzeichen senkt in Richtung der positiven Spindelachse.
Werkzeug-Länge so eingeben, daß nicht die Schneide,
sondern die Unterkante der Bohrstange vermaßt ist.
Die TNC berücksichtigt bei der Berechnung des Start-
punktes der Senkung die Schneidenlänge der Bohr-
stange und die Materialstärke.
8.3 Bohrzyklen
X
Z
Kkap8.pm6
29.06.2006, 07:35
153