HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 189
173
HEIDENHAIN TNC 410, TNC 426, TNC 430
ú
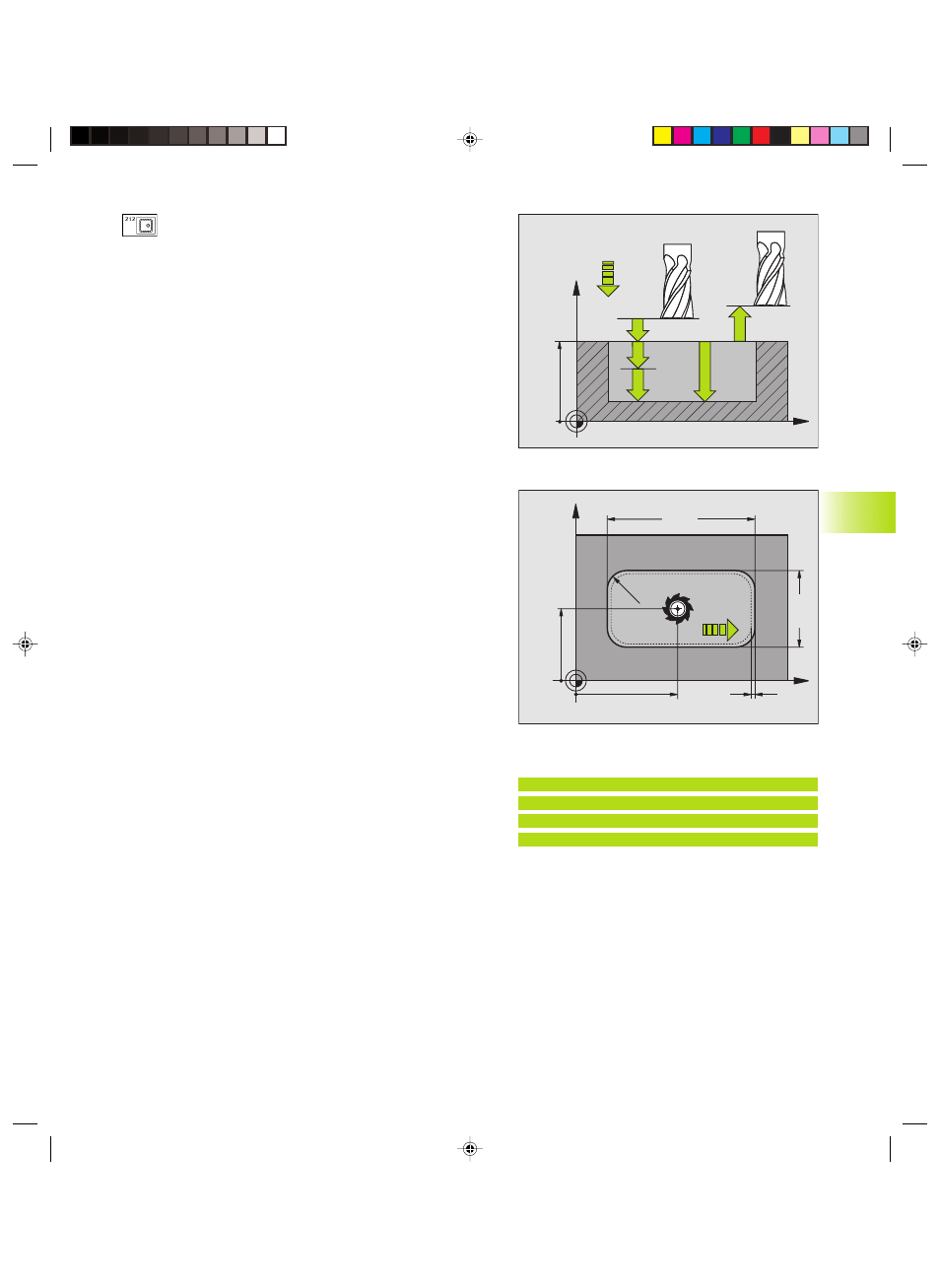
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-Oberfläche
ú
Tiefe Q201 (inkremental): Abstand zwischen Werkstück-
Oberfläche und Taschengrund
ú
Vorschub Tiefenzustellung Q206: Verfahr-
geschwindigkeit des Werkzeugs beim Fahren auf
Tiefe in mm/min. Wenn Sie ins Material eintauchen,
dann kleinen Wert eingeben; wenn bereits vor-
geräumt wurde, dann höheren Vorschub eingeben
ú
Zustell-Tiefe Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird; Wert größer 0
eingeben
ú
Vorschub Fräsen Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
ú
Koord. Werkstück-Oberfläche Q203 (absolut): Koordina-
te Werkstück-Oberfläche
ú
2. Sicherheits-Abstand Q204 (inkremental): Koordinate
Spindelachse, in der keine Kollision zwischen Werk-
zeug und Werkstück (Spannmittel) erfolgen kann
ú
Mitte 1. Achse Q216 (absolut): Mitte der Tasche in der
Hauptachse der Bearbeitungsebene
ú
Mitte 2. Achse Q217 (absolut): Mitte der Tasche in der
Nebenachse der Bearbeitungsebene
ú
1. Seiten-LängeQ218 (inkremental): Länge der Tasche,
parallel zur Hauptachse der Bearbeitungsebene
ú
2. Seiten-LängeQ219 (inkremental): Länge der Tasche,
parallel zur Nebenachse der Bearbeitungsebene
ú
Eckenradius Q220: Radius der Taschenecke. Wenn
nicht eingegeben, setzt die TNC den Eckenradius
gleich dem Werkzeug-Radius
ú
Aufmaß 1. Achse Q221 (inkremental): Aufmaß in der
Hauptachse der Bearbeitungsebene, bezogen auf die
Länge der Tasche
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
8.4 Zyklen zum F
räsen v
on
Tasc
hen,
Zapf
en und Nut
en
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
NC-Beispielsatz:
N34 G212 Q200=2 Q201=-20 Q206=150
Q202=5 Q207=500 Q203=+0 Q204=50
Q216=+50 Q217=+50 Q218=80 Q219=60
Q220=5 Q221=0*
Kkap8.pm6
29.06.2006, 07:35
173