HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 269
10 Programmieren: Q-Parameter
254
1
0.1 Pr
inzip und F
unktionsübersic
h
t
10.1 Prinzip und Funktionsübersicht
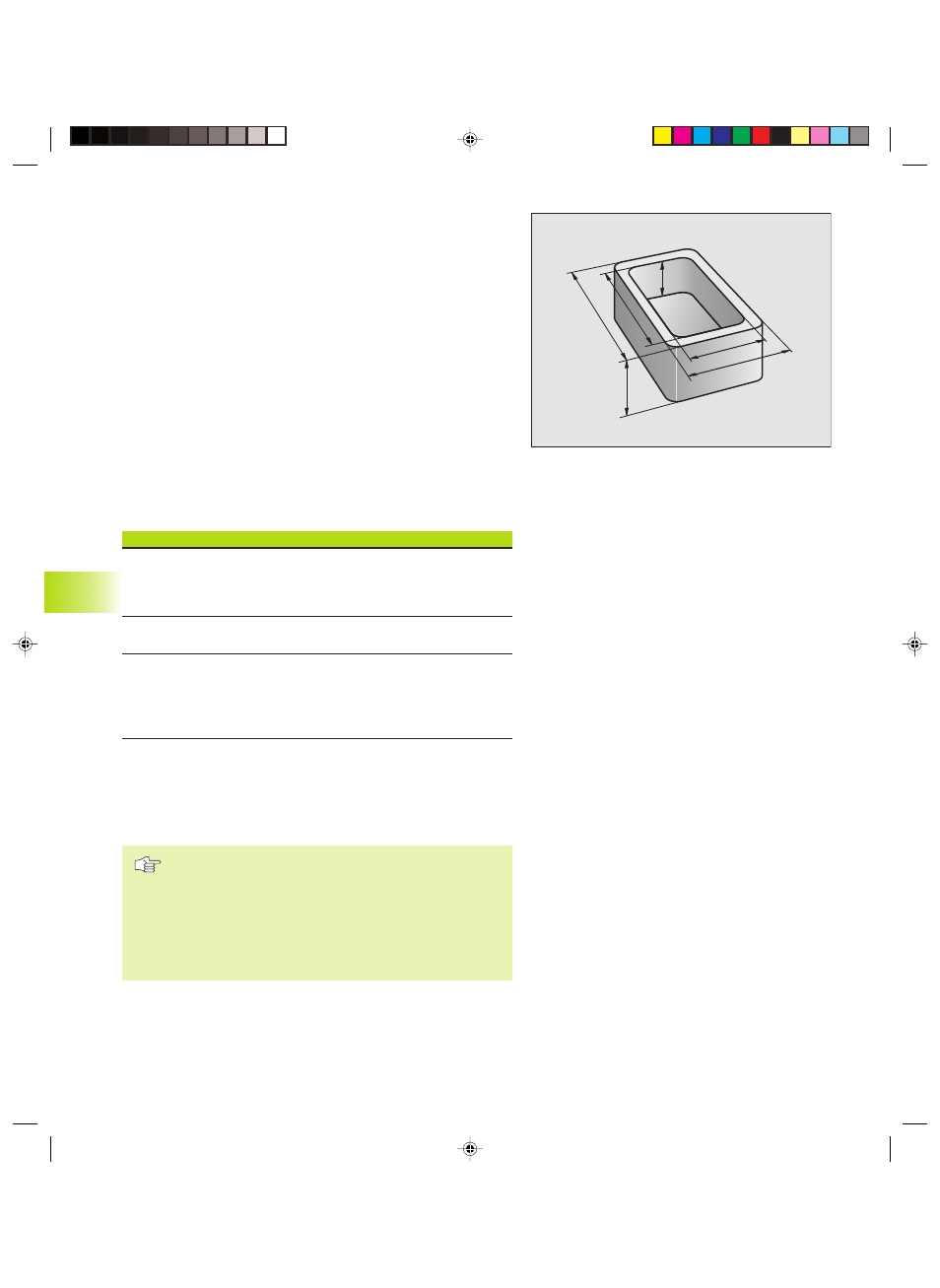
Mit Q-Parametern können Sie mit einem Bearbeitungs-Programm
eine ganze Teilefamilie definieren. Dazu geben Sie anstelle von
Zahlenwerten Platzhalter ein: die Q-Parameter.
Q-Parameter stehen beispielsweise für
■
Koordinatenwerte
■
Vorschübe
■
Drehzahlen
■
Zyklus-Daten
Außerdem können Sie mit Q-Parametern Konturen programmieren,
die über mathematische Funktionen bestimmt sind oder die Ausfüh-
rung von Bearbeitungsschritten von logischen Bedingungen abhängig
machen.
Ein Q-Parameter ist durch den Buchstaben Q und eine Nummer
zwischen 0 und 399 gekennzeichnet. Die Q-Parameter sind in drei
Bereiche unterteilt:
Bedeutung
Bereich
Frei verwendbare Parameter, global für
Q0 bis Q99
alle im TNC-Speicher befindlichen
Programme wirksam
Parameter für Sonderfunktionen der TNC
Q100 bis Q199
Parameter, die bevorzugt für Zyklen
Q200 bis Q399
verwendet werden, global für alle im
(TNC 410: bis Q299)
TNC-Speicher befindlichen Programme
wirksam
Programmierhinweise
Q-Parameter und Zahlenwerte dürfen in ein Programm gemischt
eingegeben werden.
Sie können Q-Parametern Zahlenwerte zwischen –99 999,9999 und
+99 999,9999 zuweisen.
Die TNC weist einigen Q-Parametern selbsttätig immer
die gleichen Daten zu, z.B. dem Q-Parameter Q108 den
aktuellen Werkzeug-Radius. Siehe „10.9 Vorbelegte
Q-Parameter“.
Wenn Sie die Parameter Q1 bis Q99 in Hersteller-Zyklen
verwenden, legen Sie über den Maschinen-Parameter
MP7251 fest, ob diese Parameter nur lokal im Hersteller-
Zyklus wirken oder global für alle Programme.
Q4
Q2
Q3
Q1
Q5
Q6
Mkap10.pm6
29.06.2006, 07:35
254