9 zyklen zur k oor dinat en-umr ec hnung – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 247
231
HEIDENHAIN TNC 410, TNC 426, TNC 430
BEARBEITUNGSEBENE (Zyklus G80, nicht TNC 410)
Die Funktionen zum Schwenken der Bearbeitungsebene
werden vom Maschinenhersteller an TNC und Maschine
angepaßt. Bei bestimmten Schwenkköpfen (Schwenk-
tischen) legt der Maschinenhersteller fest, ob die im
Zyklus programmierten Winkel von der TNC als Koordina-
ten der Drehachsen oder als mathematische Winkel einer
schiefen Ebene interpretiert werden. Beachten Sie Ihr
Maschinenhandbuch.
Das Schwenken der Bearbeitungsebene erfolgt immer um
den aktiven Nullpunkt.
Grundlagen siehe „2.5 Bearbeitungsebene schwenken“:
Lesen Sie diesen Abschnitt vollständig durch.
Wirkung
Im Zyklus G80 definieren Sie die Lage der Bearbeitungsebene –
sprich die Lage der Werkzeugachse bezogen auf das maschinenfeste
Koordinatensystem – durch die Eingabe von Schwenkwinkeln. Sie
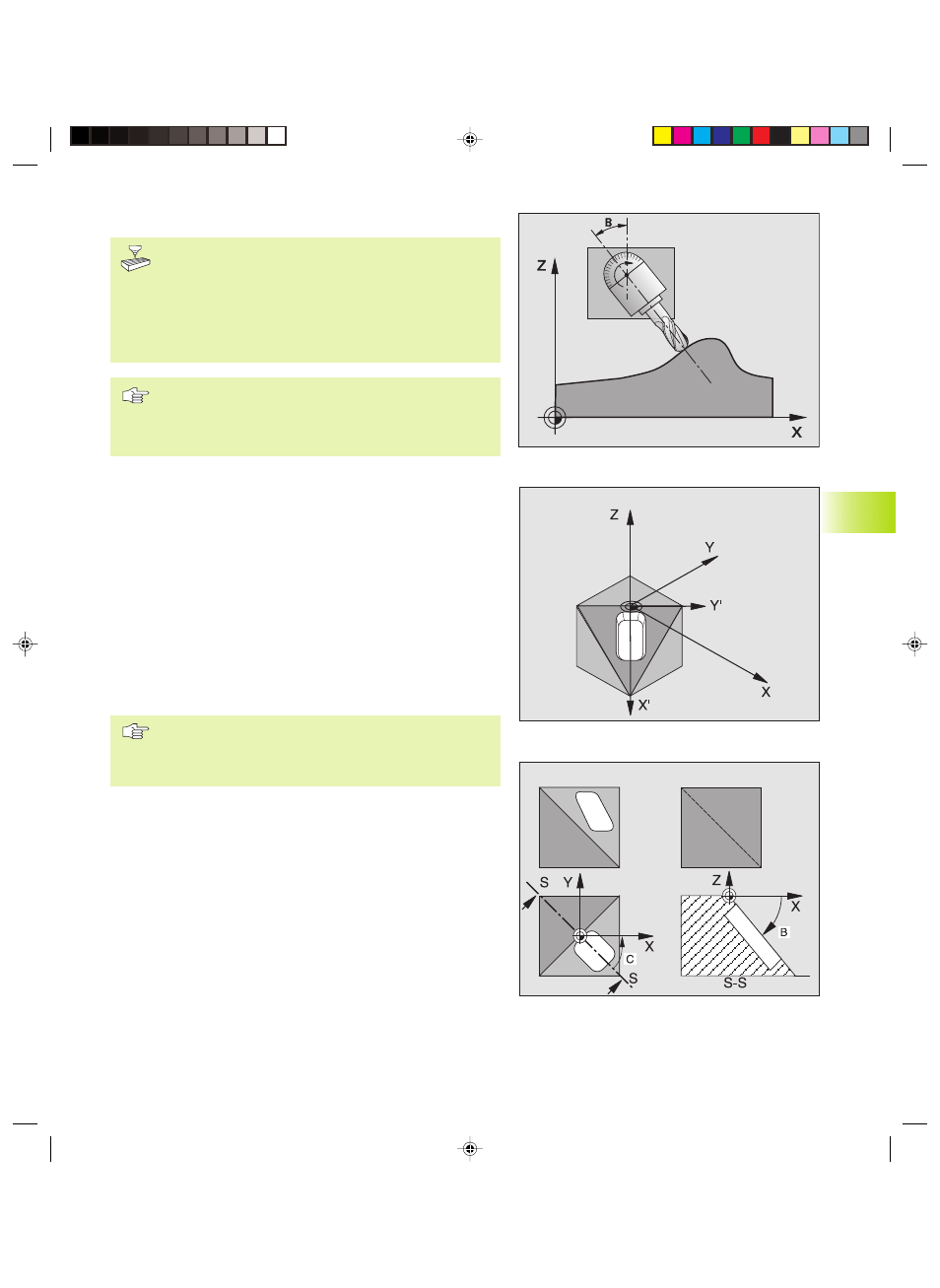
können die Lage der Bearbeitungsebene auf zwei Arten festlegen:
■
Stellung der Schwenkachsen direkt eingeben (siehe Bild rechts
oben)
■
Lage der Bearbeitungsebene durch bis zu drei Drehungen (Raum-
winkel) des maschinenfesten Koordinatensystems beschreiben.
Die einzugebenden Raumwinkel erhalten Sie, indem Sie einen
Schnitt senkrecht durch die geschwenkte Bearbeitungsebene
legen und den Schnitt von der Achse aus betrachten, um die Sie
schwenken wollen (siehe Bilder rechts Mitte und rechts unten). Mit
zwei Raumwinkeln ist bereits jede beliebige Werkzeuglage im
Raum eindeutig definiert
Beachten Sie, daß die Lage des geschwenkten Koordina-
tensystems und damit auch Verfahrbewegungen im
geschwenkten System davon abhängen, wie Sie die
geschwenkte Ebene beschreiben.
Wenn Sie die Lage der Bearbeitungsebene über Raumwinkel
programmieren, berechnet die TNC die dafür erforderlichen Winkel-
stellungen der Schwenkachsen automatisch und legt diese in den
Parametern Q120 (A-Achse) bis Q122 (C-Achse) ab. Sind zwei
Lösungen möglich, wählt die TNC – ausgehend von der Null-
stellung der Drehachsen – den kürzeren Weg.
Die Reihenfolge der Drehungen für die Berechnung der Lage der
Ebene ist festgelegt: Zuerst dreht die TNC die A-Achse, danach die B-
Achse und schließlich die C-Achse.
Zyklus G80 wirkt ab seiner Definition im Programm. Sobald Sie eine
Achse im geschwenkten System verfahren, wirkt die Korrektur für
diese Achse. Wenn die Korrektur in allen Achsen verrechnet werden
soll, dann müssen Sie alle Achsen verfahren.
8.9 Zyklen zur K
oor
dinat
en-Umr
ec
hnung
Kkap8.pm6
29.06.2006, 07:35
231