9 zyklen zur k oor dinat en-umr ec hnung – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 245
229
HEIDENHAIN TNC 410, TNC 426, TNC 430
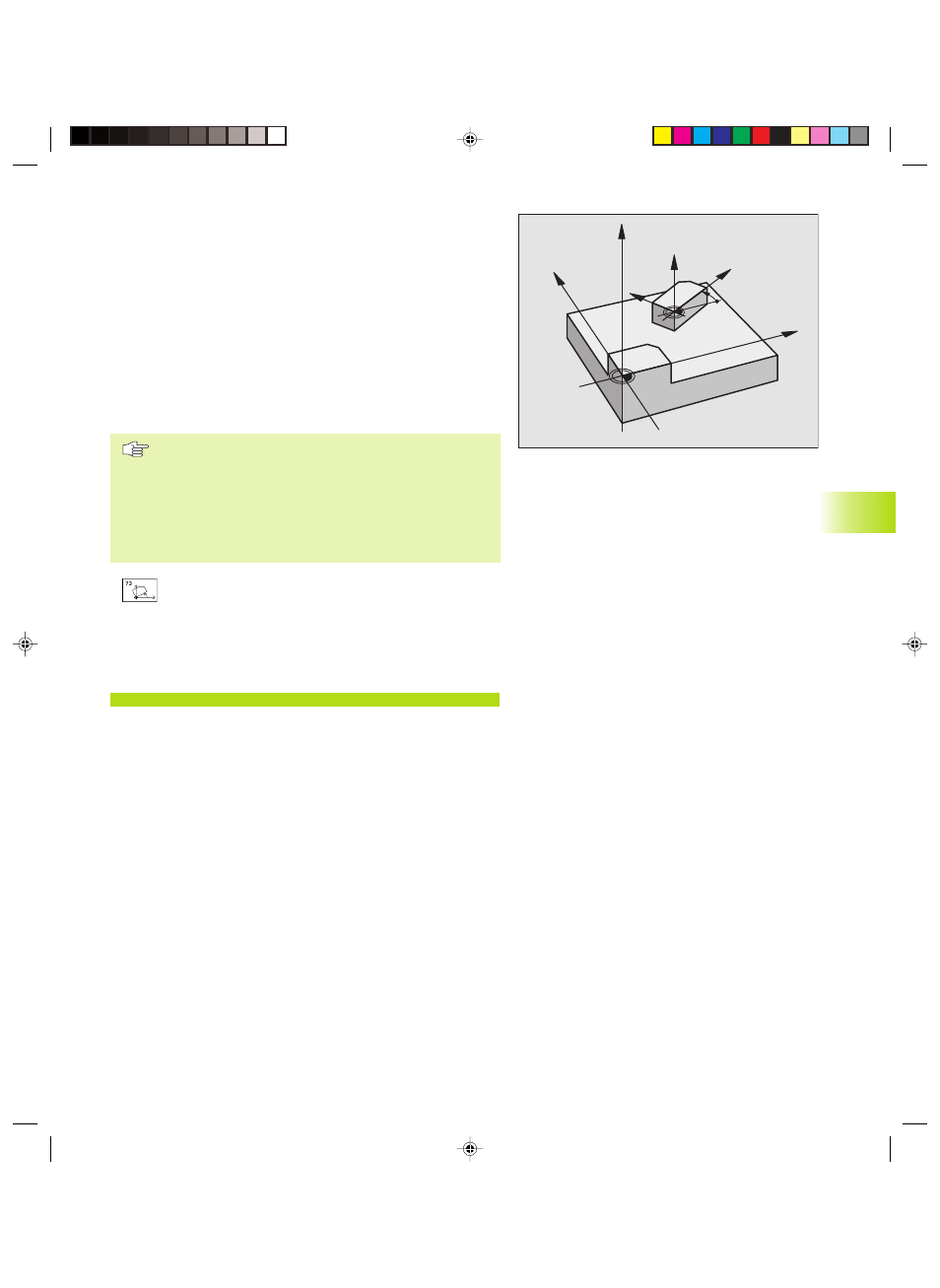
DREHUNG (Zyklus G73)
Innerhalb eines Programms kann die TNC das Koordinatensystem
in der Bearbeitungsebene um den aktiven Nullpunkt drehen.
Wirkung
Die DREHUNG wirkt ab ihrer Definition im Programm. Sie wirkt
auch in der Betriebsart Positionieren mit Handeingabe. Die TNC
zeigt den aktiven Drehwinkel in der zusätzlichen Status-Anzeige an.
Bezugsachse für den Drehwinkel:
■
X/Y-Ebene
X-Achse
■
Y/Z-Ebene Y-Achse
■
Z/X-Ebene Spindelachse
Beachten Sie vor dem Programmieren
Die TNC hebt eine aktive Radius-Korrektur durch Definie-
ren von Zyklus G73 auf. Ggf. Radius-Korrektur erneut
programmieren.
Nachdem Sie Zyklus G73 definiert haben, verfahren Sie
beide Achsen der Bearbeitungsebene, um die Drehung zu
aktivieren.
ú
Drehung: Drehwinkel H in Grad (°) eingeben. Eingabe-
Bereich: -360° bis +360° (absolut G90 vor H oder
inkremental G91 vor H)
Rücksetzen
Zyklus G73 DREHUNG mit Drehwinkel 0° erneut programmieren.
NC-Beispielsatz:
N72 G73 G90 H+25*
Z
Z
X
X
Y
Y
8.9 Zyklen zur K
oor
dinat
en-Umr
ec
hnung
Kkap8.pm6
29.06.2006, 07:35
229