HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 91
75
HEIDENHAIN TNC 410, TNC 426, TNC 430
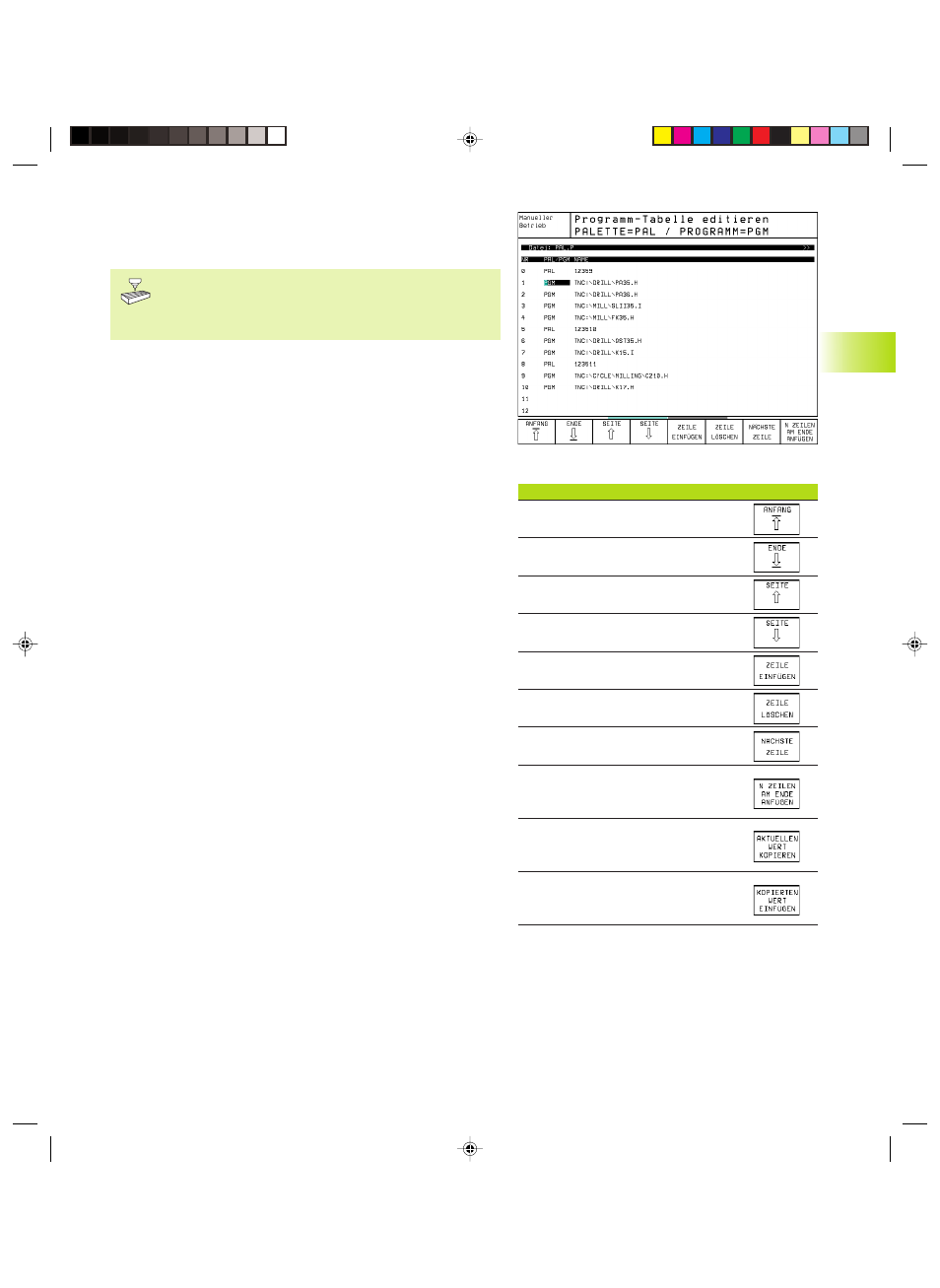
Funktion
Softkey
Tabellen-Anfang wählen
Tabellen-Ende wählen
Vorherige Tabellen-Seite wählen
Nächste Tabellen-Seite wählen
Zeile am Tabellen-Ende einfügen
Zeile am Tabellen-Ende löschen
Anfang der nächsten Zeile wählen
Eingebbare Anzahl von Zeilen
am Tabellenende anfügen
Hell hinterlegtes Feld kopieren
(2. Softkey-Leiste)
Kopiertes Feld einfügen
(2. Softkey-Leiste)
4.13 P
alet
ten-V
erw
alt
ung (nic
h
t
TNC 41
0)
4.13 Paletten-Verwaltung
(nicht TNC 410)
Die Paletten-Verwaltung ist eine maschinenabhängige
Funktion. Im folgenden wird der Standard-Funktionsum-
fang beschrieben. Beachten Sie zusätzlich Ihr Maschinen-
handbuch.
Paletten-Tabellen werden in Bearbeitungs-Zentren mit Paletten-
Wechslern eingesetzt: Die Paletten-Tabelle ruft für die verschiedenen
Paletten die zugehörigen Bearbeitungs-Programme auf und aktiviert
Nullpunkt-Verschiebungen bzw. Nullpunkt-Tabellen.
Sie können Paletten-Tabellen auch verwenden, um verschiedene
Programme mit unterschiedlichen Bezugspunkten hintereinander
abzuarbeiten.
Paletten-Tabellen enthalten folgende Angaben:
■
PAL/PGM (Eintrag zwingend erforderlich): Kennung Palette oder
NC-Programm (mit Taste ENT bzw. NO ENT wählen)
■
NAME (Eintrag zwingend erforderlich): Paletten-, bzw. Programm-
Name. Die Paletten-Namen legt der Maschinenhersteller fest
(Maschinenhandbuch beachten). Programm-Namen müssen im
selben Verzeichnis gespeichert sein wie die Paletten-Tabelle,
ansonsten müssen Sie den vollständigen Pfadnamen des
Programms eingeben
■
DATUM (Eintrag wahlweise): Name der Nullpunkt-Tabelle. Nullpunkt-
Tabellen müssen im selben Verzeichnis gespeichert sein wie die
Paletten-Tabelle, ansonsten müssen Sie den vollständigen Pfad-
namen der Nullpunkt-Tabelle eingeben. Nullpunkte aus der Null-
punkt-Tabelle aktivieren Sie im NC-Programm mit dem Zyklus 7
NULLPUNKT-VERSCHIEBUNG
■
X, Y, Z (Eintrag wahlweise, weitere Achsen möglich): Bei Paletten-
Namen beziehen sich die programmierten Koordinaten auf den
Maschinen-Nullpunkt. Bei NC-Programmen beziehen sich die
programmierten Koordinaten auf den Paletten-Nullpunkt. Diese
Einträge überschreiben den Bezugspunkt, den Sie zuletzt in der
Betriebsart Manuell gesetzt haben. Mit der Zusatz-Funktion M104
können Sie den letzten gesetzten Bezugspunkt wieder aktivieren.
Mit der Taste „Ist-Position übernehmen“, blendet die TNC ein
Fenster ein, mit dem Sie verschiedene Punkte von der TNC als
Bezugspunkt eintragen lassen können (siehe nächste Seite):
Ekap4.pm6
29.06.2006, 07:35
75