HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 187
171
HEIDENHAIN TNC 410, TNC 426, TNC 430
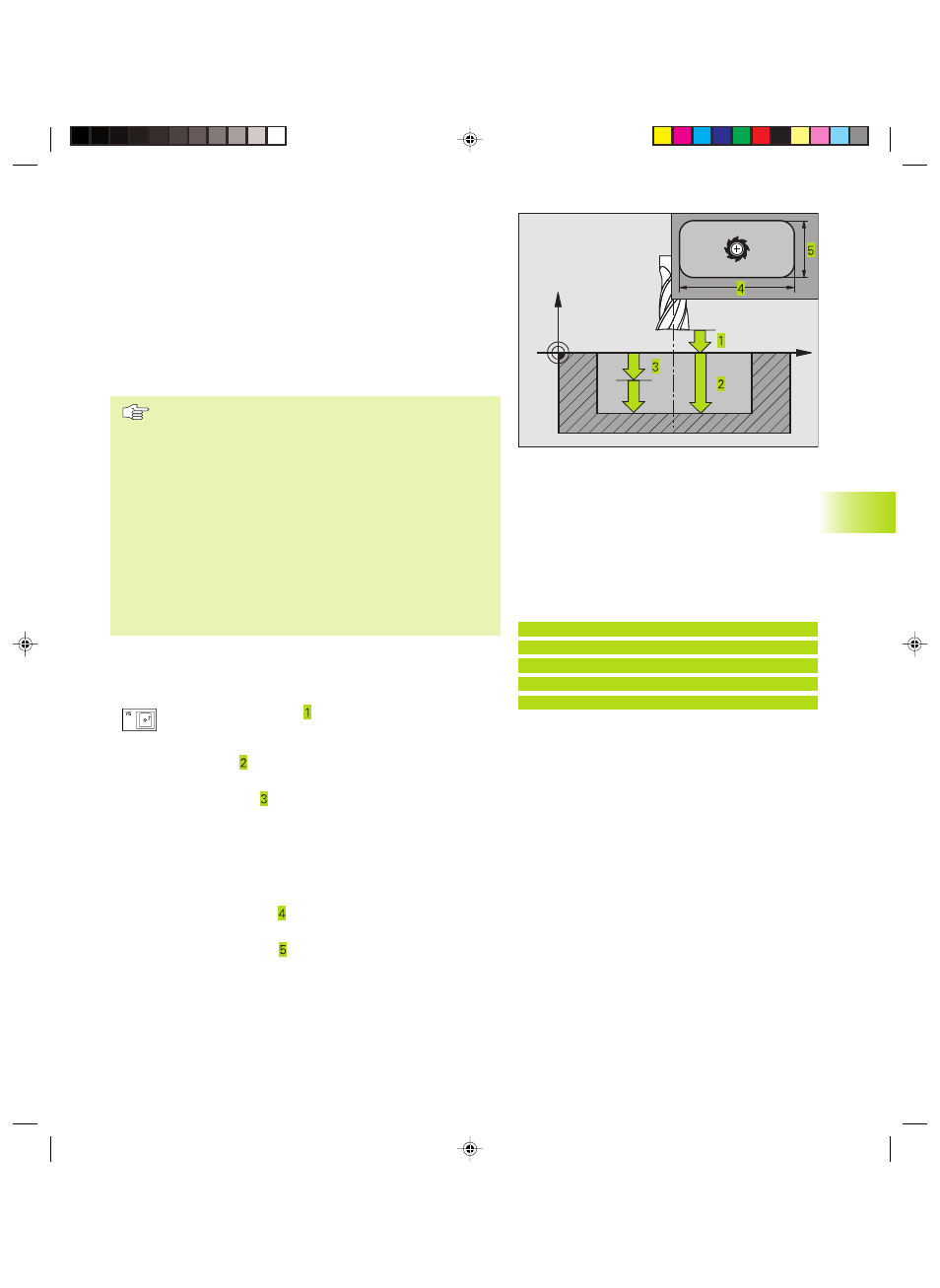
TASCHENFRAESEN (Zyklen G75, G76)
1 Das Werkzeug sticht an der Startposition (Taschenmitte) in das
Werkstück ein und fährt auf die erste Zustell-Tiefe
2 Anschließend fährt das Werkzeug zunächst in die positive Rich-
tung der längeren Seite – bei quadratischen Taschen in die
positive Y-Richtung – und räumt dann die Tasche von innen nach
außen aus
3 Dieser Vorgang wiederholt sich (1 bis 2), bis die Tiefe erreicht ist
4 Am Ende des Zyklus fährt die TNC das Werkzeug auf die Start-
position zurück
Beachten Sie vor dem Programmieren
Positionier-Satz auf den Startpunkt (Taschenmitte) der Be-
arbeitungsebene mit Radiuskorrektur G40 programmieren.
Positionier-Satz auf den Startpunkt in der Spindelachse
(Sicherheits-Abstand über Werkstück-Oberfläche) program-
mieren.
Das Vorzeichen des Parameters Tiefe legt die Arbeitsrichtung
fest.
Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844), oder Vorbohren in der Taschenmitte.
Für die 2. Seiten-Länge gilt folgende Bedingung: 2.Seiten-
Länge größer als [(2 x Rundungs-Radius)
+ Seitliche Zustellung k].
Drehsinn beim Ausräumen
■
Im Uhrzeigersinn: G75
■
Im Gegen-Uhrzeigersinn: G76
ú
Sicherheits-Abstand (inkremental): Abstand zwi-
schen Werkzeugspitze (Startposition) und Werkstück-
Oberfläche
ú
Frästiefe (inkremental): Abstand zwischen Werk-
stück-Oberfläche und Taschengrund
ú
Zustell-Tiefe (inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird. Die TNC fährt in
einem Arbeitsgang auf die Tiefe wenn:
■
Zustell-Tiefe und Tiefe gleich sind
■
die Zustell-Tiefe größer als die Tiefe ist
ú
Vorschub Tiefenzustellung: Verfahrgeschwindigkeit des
Werkzeugs beim Einstechen
ú
1. Seiten-Länge : Länge der Tasche, parallel zur
Hauptachse der Bearbeitungsebene
ú
2. Seiten-Länge : Breite der Tasche
8.4 Zyklen zum F
räsen v
o
n
T
asc
hen,
Zapf
en und Nut
en
X
Z
ú
Vorschub F: Verfahrgeschwindigkeit
des Werkzeugs in der Bearbeitungs-
ebene
ú
Rundungs-Radius: Radius für die
Taschenecken
Für Radius = 0 ist der Rundungs-
Radius gleich dem Werkzeug-Radius
NC-Beispielsätze:
N27 G75 P01 2 P02 -20 P03 5 P04 100
P05 X+80 P06 Y+60 P07 275 P08 5*
...
N35 G76 P01 2 P02 -20 P03 5 P04 100
P05 X+80 P06 Y+60 P07 275 P08 5*
Berechnungen:
Seitliche Zustellung k = K x R
K: Überlappungs-Faktor, in Maschinen-Parameter
7430 festgelegt
R: Radius des Fräsers
Kkap8.pm6
29.06.2006, 07:35
171