7 sl -zyklen gr uppe ii (nic ht tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming Benutzerhandbuch
Seite 219
203
HEIDENHAIN TNC 410, TNC 426, TNC 430
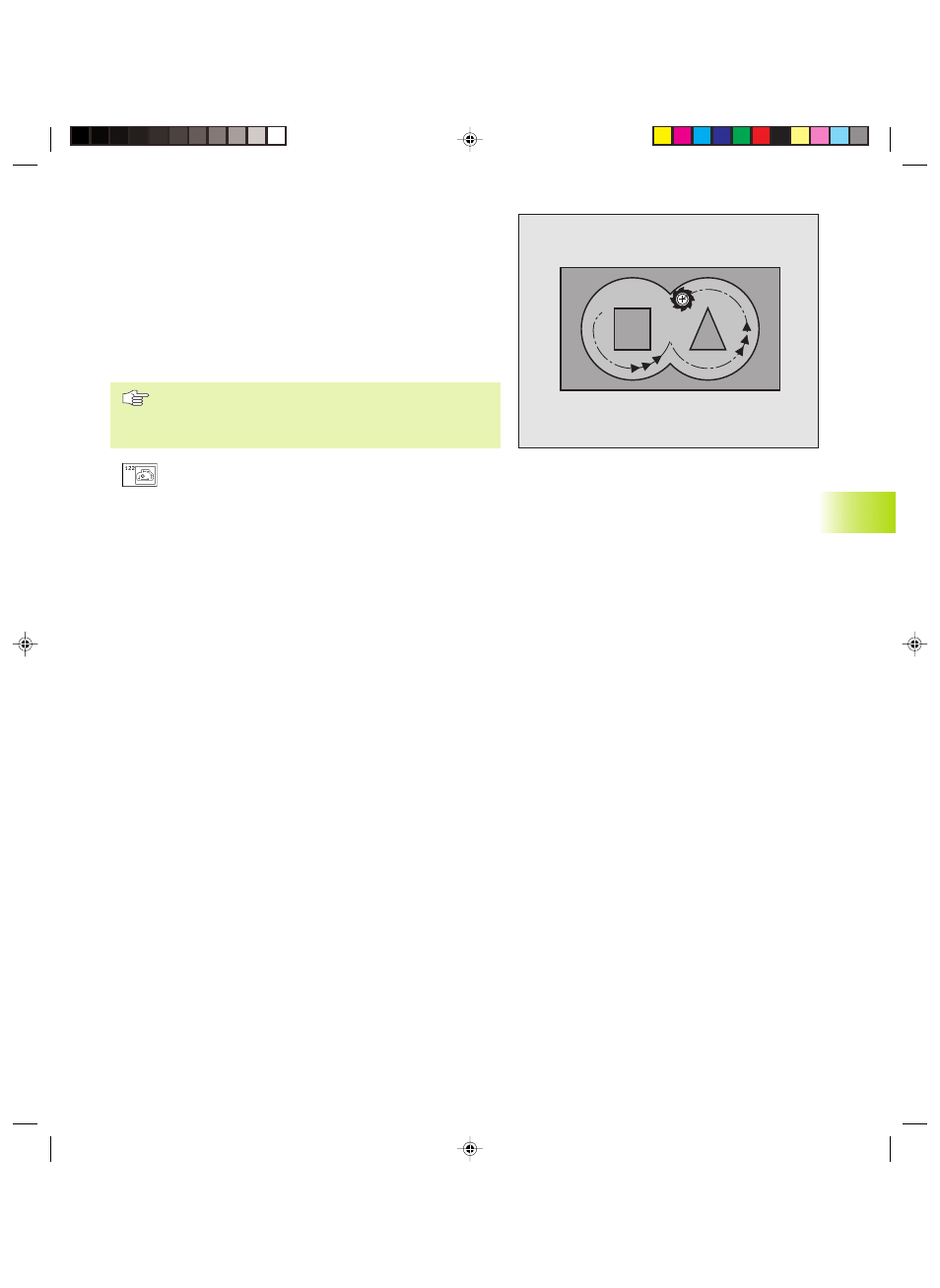
RAEUMEN (Zyklus G122)
1 Die TNC positioniert das Werkzeug über den Einstichpunkt; dabei
wird das Schlichtaufmaß Seite berücksichtigt
2 In der ersten Zustell-Tiefe fräst das Werkzeug mit dem
Fräsvorschub Q12 die Kontur von innen nach außen
3 Dabei werden die Inselkonturen (hier: C/D) mit einer Annäherung
an die Taschenkontur (hier: A/B) freigefräst
4 Anschließend fährt die TNC die Taschenkontur fertig und das
Werkzeug auf die Sichere Höhe zurück
Beachten Sie vor dem Programmieren
Ggf. Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844), oder Vorbohren mit Zyklus G121.
ú
Zustell-Tiefe Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird
ú
Vorschub Tiefenzustellung Q11: Eintauchvorschub in
mm/min
ú
Vorschub Ausräumen Q12: Fräsvorschub in
mm/min
ú
Vorräum,-Werkzeug Nummer Q18: Nummer des
Werkzeugs, mit dem die TNC bereits vorgeräumt hat.
Falls nicht vorgeräumt wurde „0“ eingeben; falls Sie
hier eine Nummer eingeben, räumt die TNC nur den
Teil aus, der mit dem Vorräum-Werkzeug nicht bearbei-
tet werden konnte.
Falls der Nachräumbereich nicht seitlich anzufahren ist,
taucht die TNC pendelnd ein; dazu müssen Sie in der
Werkzeug-Tabelle TOOL.T (siehe Kapitel „5.2 Werkzeug-
Daten“) die Schneidenlänge LCUTS und den maxima-
len Eintauchwinkel ANGLE des Werkzeugs definieren.
Ggf. gibt die TNC eine Fehlermeldung aus
ú
Vorschub Pendeln Q19: Pendelvorschub in
mm/min
8.7 SL
-Zyklen Gr
uppe II (nic
ht
TNC 41
0)
C
D
A
B
Kkap8.pm6
29.06.2006, 07:35
203