7 mantelfl™chenkontur, 7 mantelflächenkontur, 5 geometr ie-bef ehle – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 114
4 DIN PLUS
102
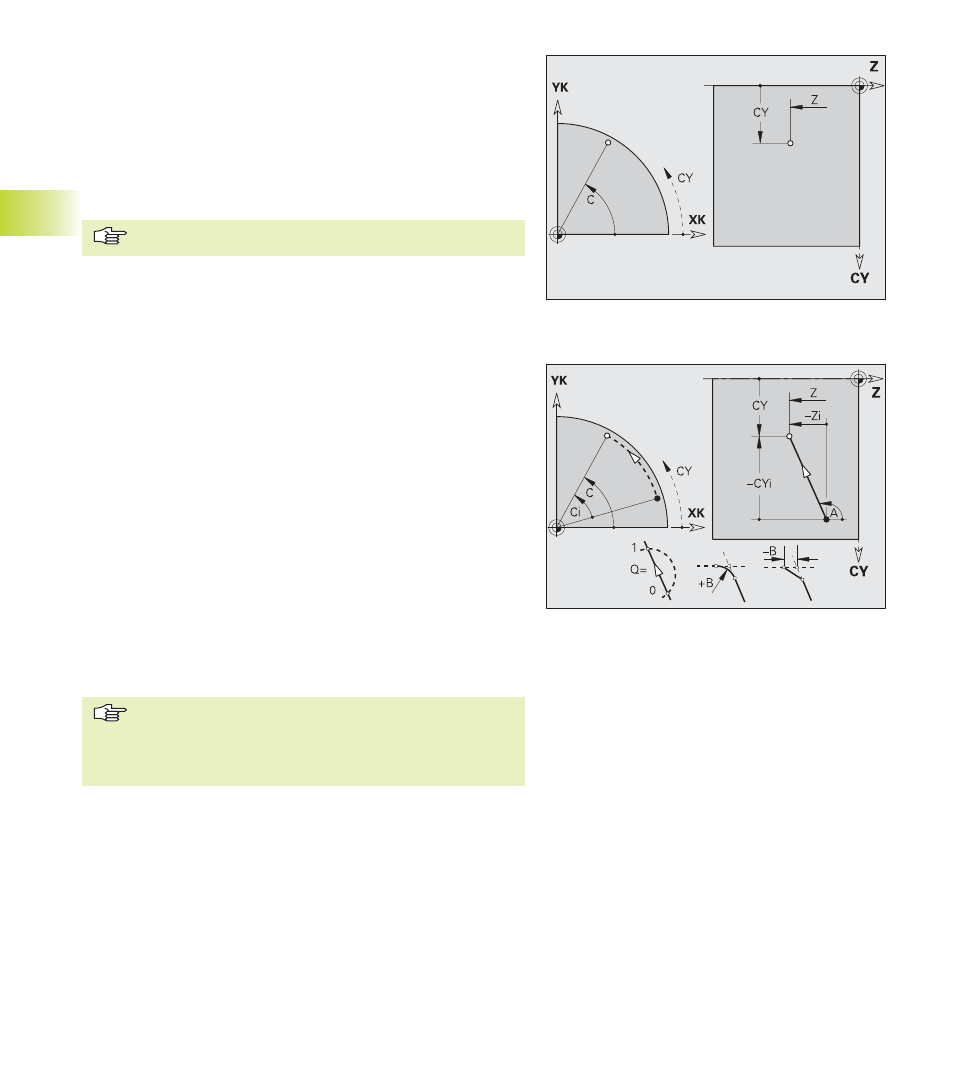
Strecke Mantelflächenkontur G111-Geo
Parameter
Z:
Endpunkt
C:
Endpunkt (Endwinkel)
CY:
Endwinkel als „Streckenmaß" (Bezug: Mantelabwicklung bei
„Referenzdurchmesser")
A:
Winkel (Bezug: negative Z-Achse)
B:
Fase/Verrundung – Übergang zum nächsten Konturelement.
Programmieren Sie den theoretischen Endpunkt, wenn Sie
eine Fase/Verrundung angeben.
■
B keine Eingabe: tangentialer Übergang
■
B=0: nicht tangentialer Übergang
■
B>0: Radius der Rundung
■
B<0: Breite der Fase
Q:
Schnittpunktauswahl – default: 0. Endpunkt, wenn die Strecke
einen Kreisbogen schneidet.
■
Q=0: naher Schnittpunkt
■
Q=1: entfernter Schnittpunkt
Programmierung
■
Z, CY: absolut, inkremental, selbsthaltend oder „?“
■
C: absolut, inkremental oder selbsthaltend
■
entweder Z – C oder Z – CY programmieren
4.5.7 Mantelflächenkontur
Startpunkt Mantelflächenkontur G110-Geo
Parameter
Z:
Anfangspunkt
C:
Anfangspunkt (Anfangswinkel)
CY:
Anfangswinkel als „Streckenmaß" (Bezug: Mantelabwicklung
bei „Referenzdurchmesser")
Programmieren Sie entweder Z, C oder Z, CY.
4.5 Geometr
ie-Bef
ehle