3 programmablauf beeinflussen, 5 a u tomatikbetr ieb – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 55
HEIDENHAIN CNC PILOT 4290
43
3.5.3 Programmablauf beeinflussen
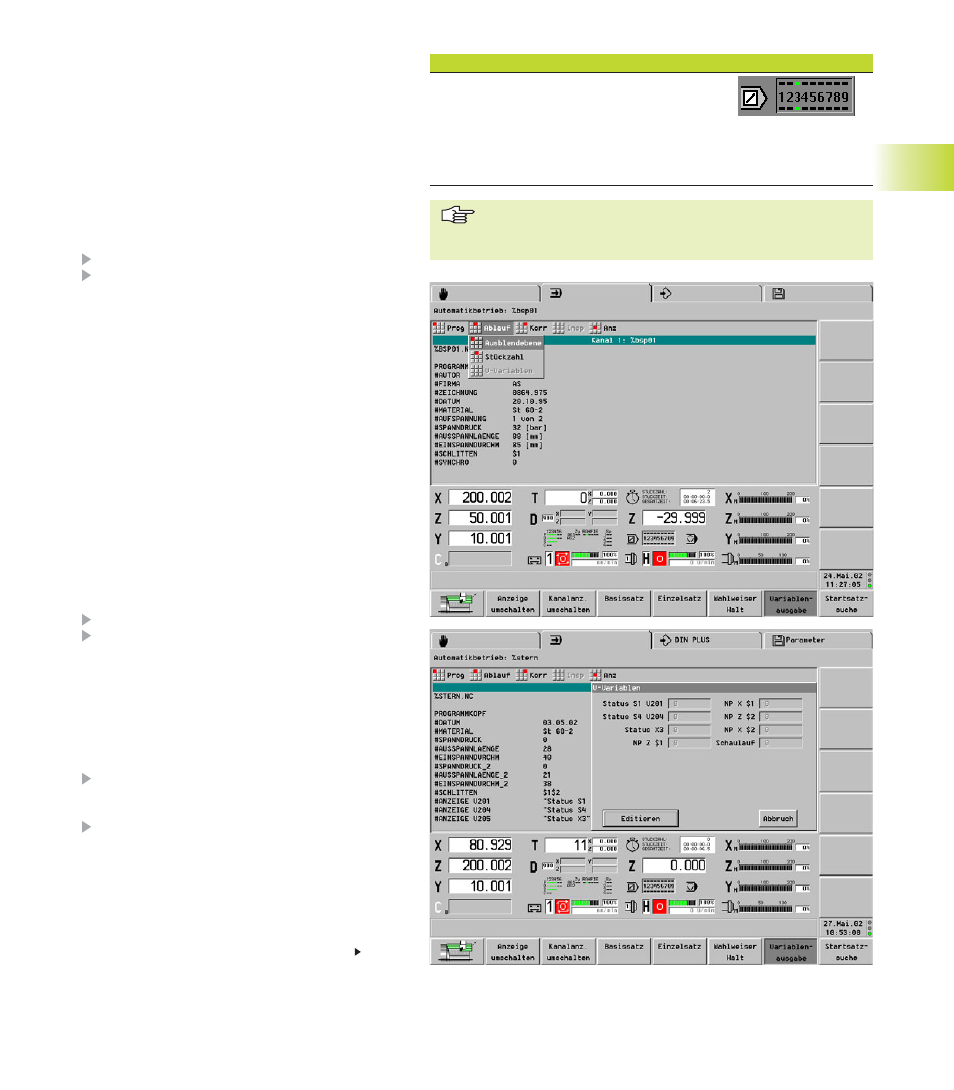
Ausblendebenen:
■
NC-Sätze, denen eine Ausblendebene vorange-
stellt ist, werden bei aktiver Ausblendebene nicht
ausgeführt.
■
Ausblendebenen: 0..9
■
mehrere Ausblendebenen: als „Ziffernfolge“ ein-
geben
■
Ausblendebenen ausschalten: „leere“ Eingabe
bei „Ebenen Nr.“
Bedienung:
Menüpunkt „Ablauf – Ausblendebene“ wählen
„Ebenen Nr.“ eingeben
Stückzahlvorgabe
■
Bereich der Zählung: 0..9999
■
Stückzahl = 0: Fertigung ohne Stückzahlbegren-
zung – der Zähler wird nach jedem Programm-
durchlauf inkrementiert
■
Stückzahl > 0: der CNC PILOT fertigt die angege-
bene Stückzahl – der Zähler wird nach jedem Pro-
grammdurchlauf dekrementiert
■
Die Stückzahlzählung bleibt erhalten, auch wenn
die Drehmaschine zwischenzeitlich ausgeschaltet
war.
■
Wird ein NC-Programm mit „Programmanwahl“
aktiviert, setzt der CNC PILOT den Stückzahlzähler
zurück.
■
Nach Erreichen der vorgegebenen Stückzahl, kön-
nen Sie das NC-Programm nicht mehr Starten.
Wählen Sie „Wiederstart“, um das NC-Programm
erneut zu starten.
Bedienung:
Menüpunkt „Ablauf – Stückzahl“ wählen
Stückzahl vorgeben
V-Variablen
■
Die Dialogbox „V-Variablen“ dient der Anzeige und
der Eingabe der Variablen.
■
V-Variablen werden am Anfang des NC-Pro-
gramms definiert. Die Bedeutung wird im NC-Pro-
gramm festgelegt.
Bedienung:
Menüpunkt „Ablauf – V-Variablen“ wählen – der
CNC PILOT zeigt die im NC-Programm definierten
Variablen an
Betätigen Sie „Editieren“, wenn Sie Variable än-
dern wollen
Status Ausblendebenen
Anzeigefeld:
Markierungen:
■
obere Leiste: eingegebene Ausblendebenen
■
untere Leiste: die von der „Satzausführung“ erkannten
Ausblendebenen (aktive Ausblendebenen)
Wenn Sie Ausblendebenen ein-/ausschalten, reagiert der
CNC PILOT nach ca. 10 Sätzen (Grund: Vorlauf bei der
Ausführung von NC-Sätzen).
3
.5
A
u
tomatikbetr
ieb
Fortsetzung nächste Seite