6 bearbeitungs-bef ehle – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 133
HEIDENHAIN CNC PILOT 4290
121
Ketten von Werkzeugmaßen G710
Bei einem T-Befehl ersetzt der CNC PILOT die bisherigen Werk-
zeugmaße durch die neuen Werkzeugmaße. Wenn Sie mit „G710
Q1“ die „Verkettung“ einschalten, werden die Maße des neuen
Werkzeugs auf die bisherigen Maße addiert.
Parameter
Q:
Werkzeugmaße ketten
■
Q=0: Aus
■
Q=1: Ein
Beispiel „Werkzeugmaße ketten“
rotierende Abgreifeinrichtung
feststehende Werkzeuge auf Werkzeugträger 2
Schruppwerkzeug für rückwärtige Bearbeitung
Abgreifeinrichtung einwechseln
Werkstück von der Hauptspindel in die Abgreifein-
richtung übernehmen (Expertenprogramm)
Werkzeugmaße „ketten“
Maße Abgreifeinrichtung und feststehendes Wkz
addieren
. . .
REVOLVER 1
. . .
T14 IDABGREIF
. . .
REVOLVER 2
T2001 ID116-80-080.1
. . .
BEARBEITUNG
. . .
N100 T14
N101 LEXGRIF V1
N102 G710 Q1
N103 T2001
. . .
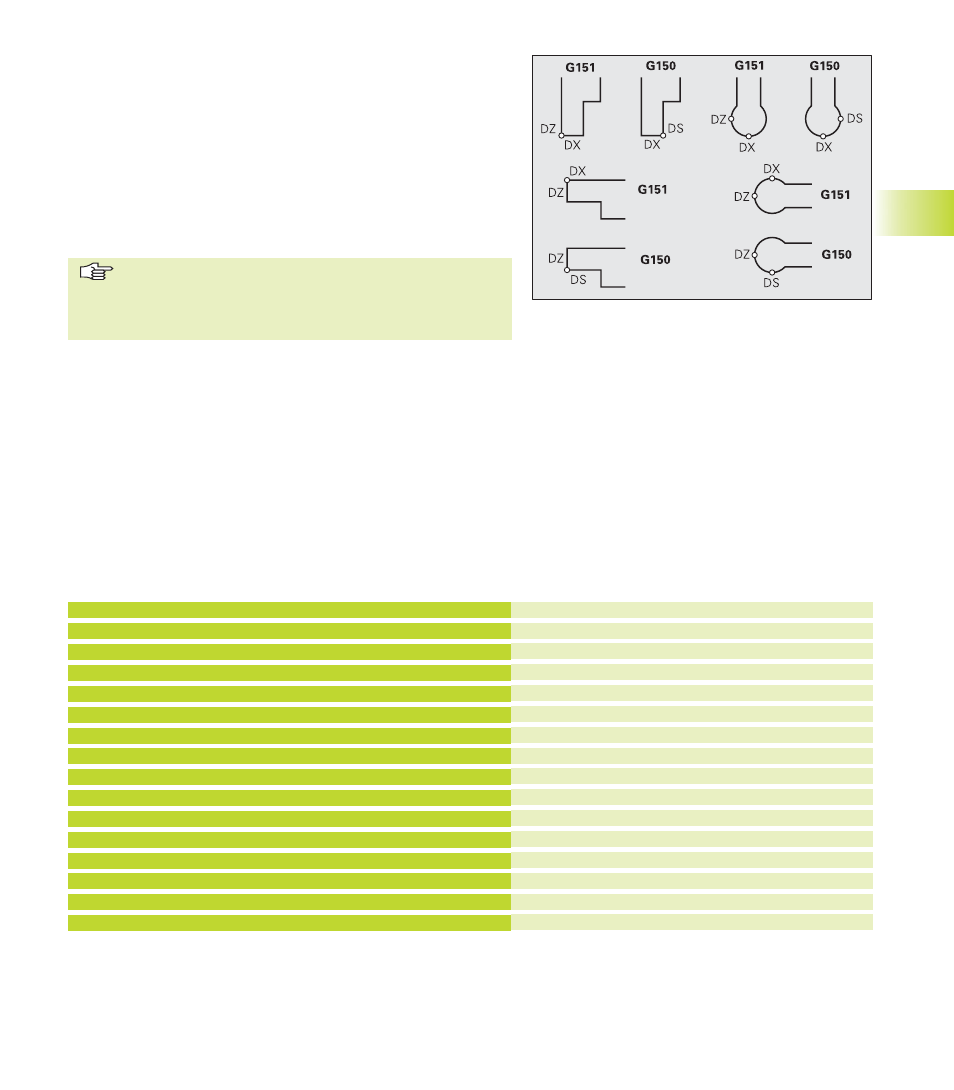
Verrechnung rechte Werkzeugspitze G150
Verrechnung linke Werkzeugspitze G151
Legt bei Stech- und Pilzwerkzeugen den Werkzeugbezugspunkt
fest.
■
G150: Bezugspunkt rechte Werkzeugspitze
■
G151: Bezugspunkt linke Werkzeugspitze
G150/G151 gilt ab dem Satz, in dem es programmiert wird und
bleibt wirksam bis
■
zum nächsten Werkzeugwechsel
■
Programmende
■
Die angezeigten Istwerte beziehen sich immer auf die
in den Werkzeugdaten definierte Werkzeugspitze.
■
Bei Einsatz der SRK müssen Sie nach G150/G151 auch
G41/G42 anpassen.
4.6 Bearbeitungs-Bef
ehle
Anwendungsbeispiel
Für die Komplettbearbeitung wird das auf der Vor-
derseite bearbeitete Werkstück von einer „rotieren-
den Abgreifeinrichtung“ übernommen. Die Bearbei-
tung der Rückseite erfolgt mit feststehenden Werk-
zeugen. Dazu werden die Maße der Abgreifeinrich-
tung und des feststehenden Werkzeugs addiert.