3 werkzeugparameter, Werkzeugparameter, 1 w e rk z eug-d at enbank – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 387
HEIDENHAIN CNC PILOT 4290
375
8.1.3
Werkzeugparameter
Parameter Drehwerkzeuge
Parameter Dialogbox 1
G
S
TP
ID: Werkzeug-Identnummer
•
•
•
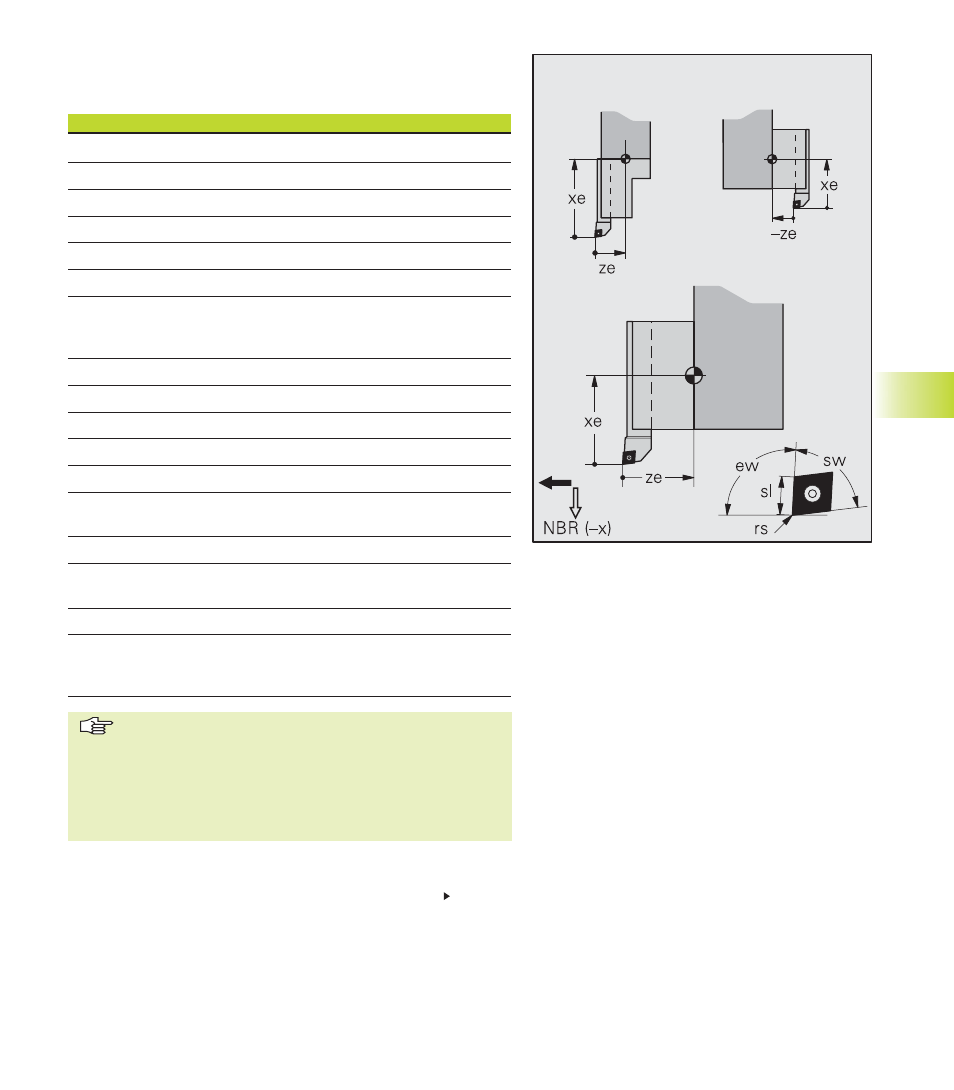
X-, Z-Maß (xe, ze): Einstellmaße
•
–
–
Einst.W (ew): Einstellwinkel
•
•
•
Spitz.W (sw): Spitzenwinkel
•
•
•
Radius (rs): Schneidenradius
•
•
•
NBR: Nebenbearbeitungsrichtung
•
–
•
Schn.Br (sb) – Gewindewerkzeug:
Schneidenbreite – Abstand Schneidenkante bis
Schneidenspitze
•
•
–
Schn.Br (sb): Schneidenbreite
•
•
•
Schn.Lä (sl): Schneidenlänge
•
•
•
Schn.Lä (sl) – Rändelwerkzeug: Rollendurchmesser –
•
–
Schn.Br (sb) – Rändelwerkzeug: Rollenbreite
–
•
–
NBR: Nebenbearbeitungsrichtung
•
–
•
X-, Z-Korr (DX, DZ): Korrekturwerte
(maximal +/– 10 mm)
•
–
–
Drehri.: Spindel-Drehrichtung
•
–
•
nutzbLg (nl): nutzbare Länge bei Innen-Werk-
zeugen
–
–
•
E.Tiefe (et): maximale Eintauchtiefe
•
•
•
S-Korr (DS): Sonder-Korrekturwert für die
3. Schneidenseite (maximal +/– 10 mm) –
siehe auch G148 und G150/G151
•
–
–
Gewindewerkzeug:
■
Beachten Sie, dass bei den Typen 141, 143 das „Ein-
stellmaß ze“ und bei den Typen 142, 144 das „Einstell-
maß xe“ ab Schneidenkante gemessen wird.
■
Der CNC PILOT ermittelt anhand des Parameters
„Drehrichtung“, ob ein „Überkopf-Werkzeug“ oder das
„Standard-Werkzeug“ eingesetzt wird.
Beispiel WZ-Typ 111
Fortsetzung nächste Seite
8.1 W
e
rk
z
eug-D
at
enbank