8 gewindezyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 152
4 DIN PLUS
140
Gewindezyklus G31
G31 erstellt mit G24-, G34- oder G37-Geo definierte einfache, ver-
kettete und mehrgängige Gewinde.
Außen- oder Innengewinde wird anhand der Werkzeugdefinition er-
kannt. Die Gewindeschnitte werden anhand der Gewindetiefe, „Zu-
stellung I“ und „Zustellart V“ berechnet.
Parameter
NS:
Satznummer (Referenz auf Basiselement G1-Geo; verkettete
Gewinde: Satznummer des ersten Basiselements)
I:
maximale Zustellung
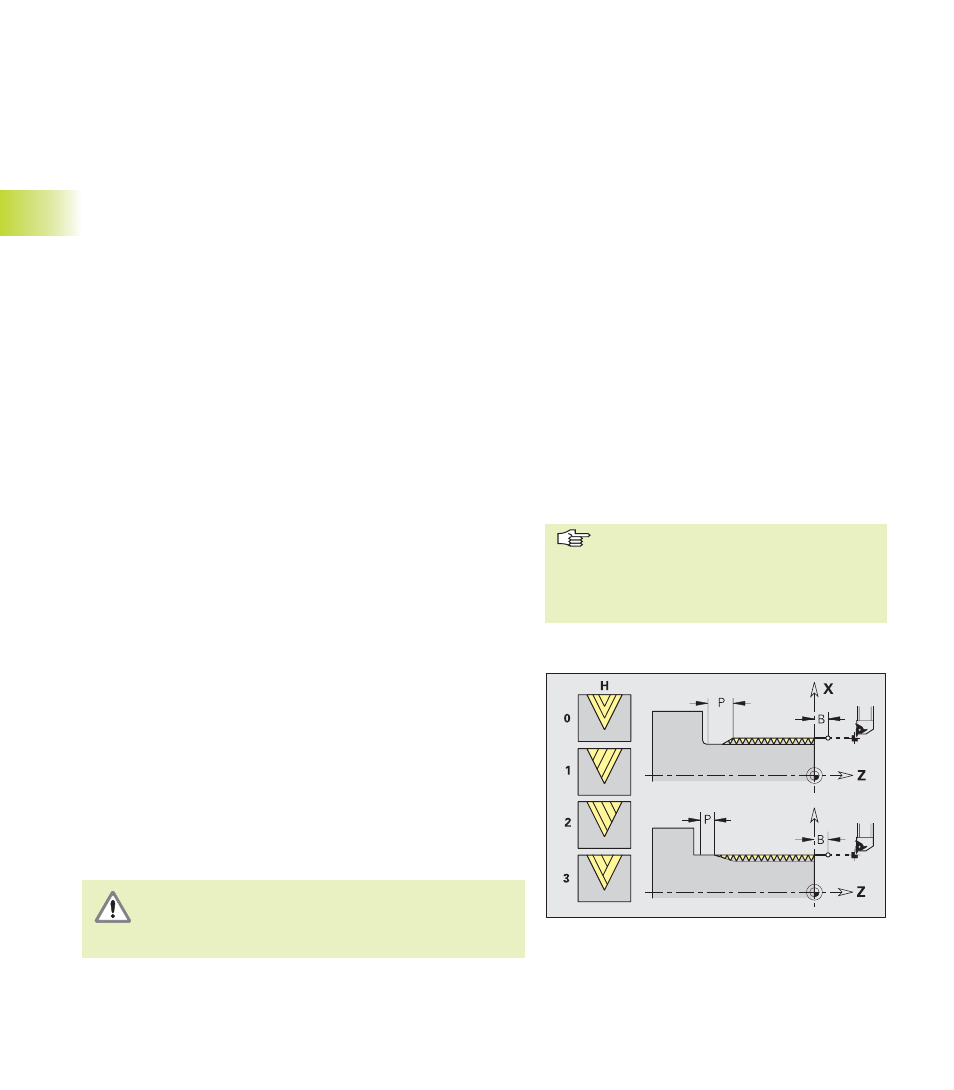
B, P: Anlauflänge, Überlauflänge – keine Eingabe: Länge wird aus
nebenliegenden Freistichen oder Einstichen ermittelt. Frei-
stich/Einstich ist nicht vorhanden: „Gewindeanlauf-, Gewin-
deauslauflänge" aus Bearbeitungs-Parameter 7.
D:
Schnittrichtung (Bezug: Definitionsrichtung Basiselement) –
default: 0;
■
D=0: gleiche Richtung
■
D=1: entgegengesetzte Richtung
V:
Zustellart – default: 0;
■
V=0: konstanter Spanquerschnitt bei allen Schnitten
■
V=1: konstante Zustellung
■
V=2: mit Restschnittaufteilung – Erste Zustellung = „Rest“
der Division Gewindetiefe/Schnitttiefe. „Letzter Schnitt" wird in
1/2-, 1/4-, 1/8- und 1/8-Schnitt aufgeteilt.
■
V=3: Zustellung wird aus Steigung und Drehzahl berechnet
H:
Versatzart (Zustellung zum Glätten der Gewindeflanken) –
default: 0
■
H=0: ohne Versatz
■
H=1: Versatz von links
■
H=2: Versatz von rechts
■
H=3: Versatz abwechselnd rechts/links
Q:
Anzahl Leerdurchläufe nach letztem Schnitt (zum Abbau des
Schnittdrucks im Gewindegrund) – default: 0
C:
Startwinkel (Gewindeanfang liegt definiert zu nicht-
rotationssymetrischen Konturelementen) – default: 0
4.8
Gewindezyklen
Der Schlitten benötigt einen Anlauf vor dem eigentlichen Gewinde,
um auf die programmierte Vorschubgeschwindigkeit zu beschleuni-
gen und einen Auslauf (Überlauf) am Ende das Gewindes um den
Schlitten abzubremsen.
Ist der Gewindeanlauf/-auslauf zu kurz, kann es Qualitätseinbußen
geben. Der CNC PILOT meldet in diesem Fall eine Warnung.
4.8 Gewindezyklen
Anlauflänge: BA > 0,75 * (F*S)² / a + 0,15
Auslauflänge: BE > 0,75 * (F*S)² / e + 0,15
BA:
minimale Anlauflänge
BE:
minimale Auslauflänge
F:
Gewindesteigung im mm/Umdrehung
S:
Drehzahl in Umdrehungen/Sekunde
a, e:
Beschleunigung in mm/s²
(siehe „Beschleunigung Satzstart/Satzende“ im
Maschinen-Parameter 1105, ...)
■
„Vorschub-Stop“ wirkt am Ende eines
Gewindeschnitts.
■
Vorschuboverride ist nicht wirksam.
■
Bei ausgeschalteter Vorsteuerung
Spindeloverride nicht benutzen !
Zyklusablauf
1 errechnet die Schnittaufteilung
2 fährt diagonal im Eilgang auf den „internen Start-
punkt“, der sich aus der „Anlauflänge B“ und dem
Sicherheitsabstand ergibt
3 fährt einen Gewindeschnitt
4 fährt im Eilgang zurück und stellt für den nächsten
Schnitt zu
5 wiederholt 3...4 bis das Gewinde fertiggestellt ist
6 führt die Leerschnitte durch
7 fährt auf den „internen Startpunkt“ zurück
Bei mehrgängigen Gewinden wird jeder Gewinde-
gang mit der gleichen Spantiefe geschnitten, bevor
erneut zugestellt wird.
Achtung Kollisionsgefahr !
Bei einer zu großen „Überlauflänge P“ besteht Kollisi-
onsgefahr. Sie prüfen die Überlauflänge in der Simulati-
on.