3 kontur- programmierung, 3 kontur-programmierung, 2 hin w eise zur pr ogr ammier ung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 78
4 DIN PLUS
66
4.2.3 Kontur-Programmierung
Die Beschreibung der Roh- und Fertigteilkontur ist
die Voraussetzung für die „Konturnachführung“ und
die Nutzung konturbezogener Drehzyklen. Bei der
Fräs- und Bohrbearbeitungen (C- oder Y-Achse) ist
die Konturbeschreibung Voraussetzung für die Nut-
zung der Bearbeitungszyklen.
Beachten Sie bei Konturen für die Drehbearbei-
tung:
■
Beschreiben Sie die Kontur in „einem Zug“.
■
Die Beschreibungsrichtung ist unabhängig von
der Bearbeitungsrichtung.
■
„Offene“ Konturen schließt der CNC PILOT
achsparallel.
■
Konturbeschreibungen dürfen nicht über die
Drehmitte hinausgehen.
■
Die Fertigteilkontur muss innerhalb der Rohteil-
kontur liegen.
■
Bei Stangenteilen ist nur der für die Produktion
eines Werkstücks benötigte Abschnitt als Rohteil
zu definieren.
■
Konturbeschreibungen gelten für das ganze NC-
Programm – auch wenn das Werkstück für die
Rückseitenbearbeitung umgespannt wird.
■
In den Bearbeitungszyklen programmieren Sie
„Referenzen“ auf die Konturbeschreibung.
4.2 Hin
w
eise zur Pr
ogr
ammier
ung
Fortsetzung nächste Seite
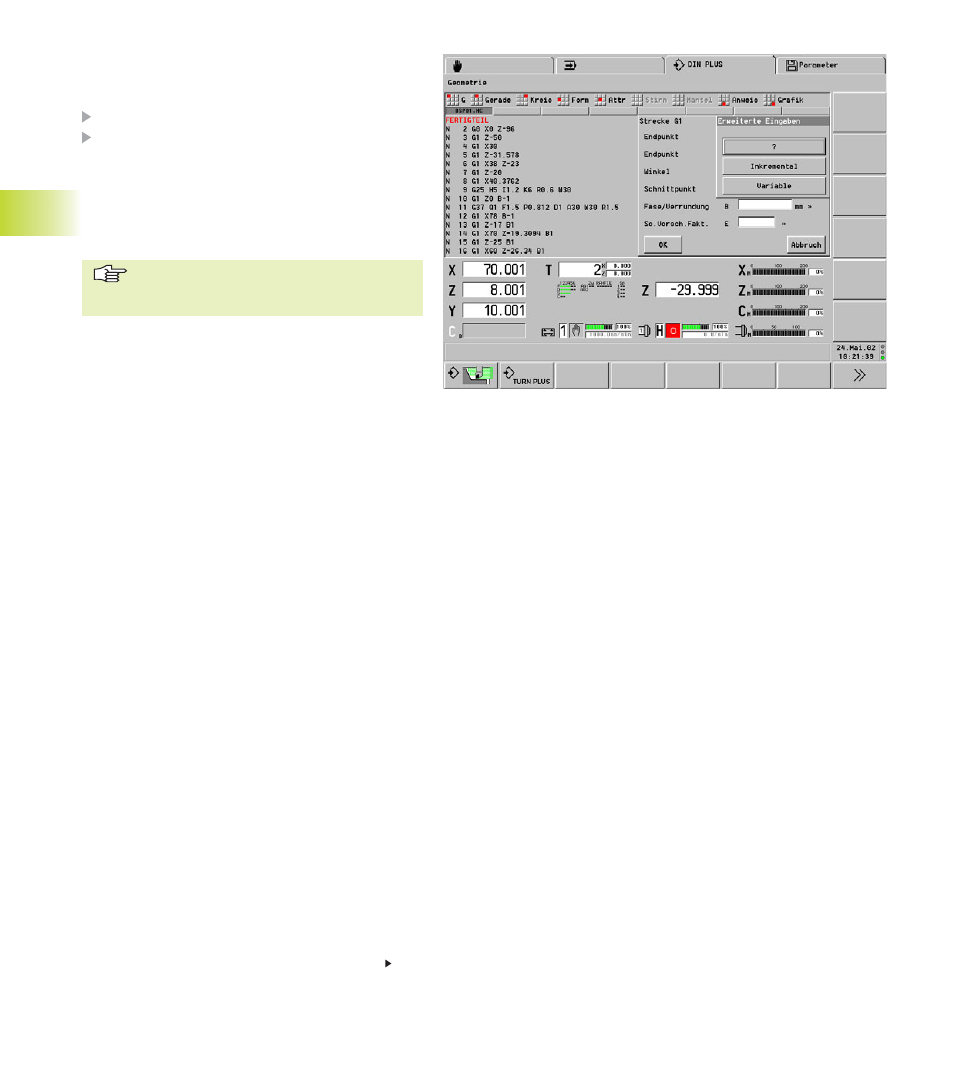
Der CNC PILOT unterstützt Variable und mathemati-
sche Ausdrücke als Adressparameter.
Editieren der Adressparameter
Dialogbox aktivieren
Cursor auf das Eingabefeld positionieren
■
Werte eingeben/ändern – oder
■
Softkey WEITER: Aufruf der „Erweiterten Einga-
be“
■
„?“ programmieren (VGP)
■
Wechsel „Inkremental – Absolut“
■
„Variablen-Eingabe“ aktivieren
Der CNC PILOT zeigt die „erweiterten
Eingaben“ an, die für das Eingabefeld er-
laubt sind.