15 v a riablenpr ogr ammier ung – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 192
4 DIN PLUS
180
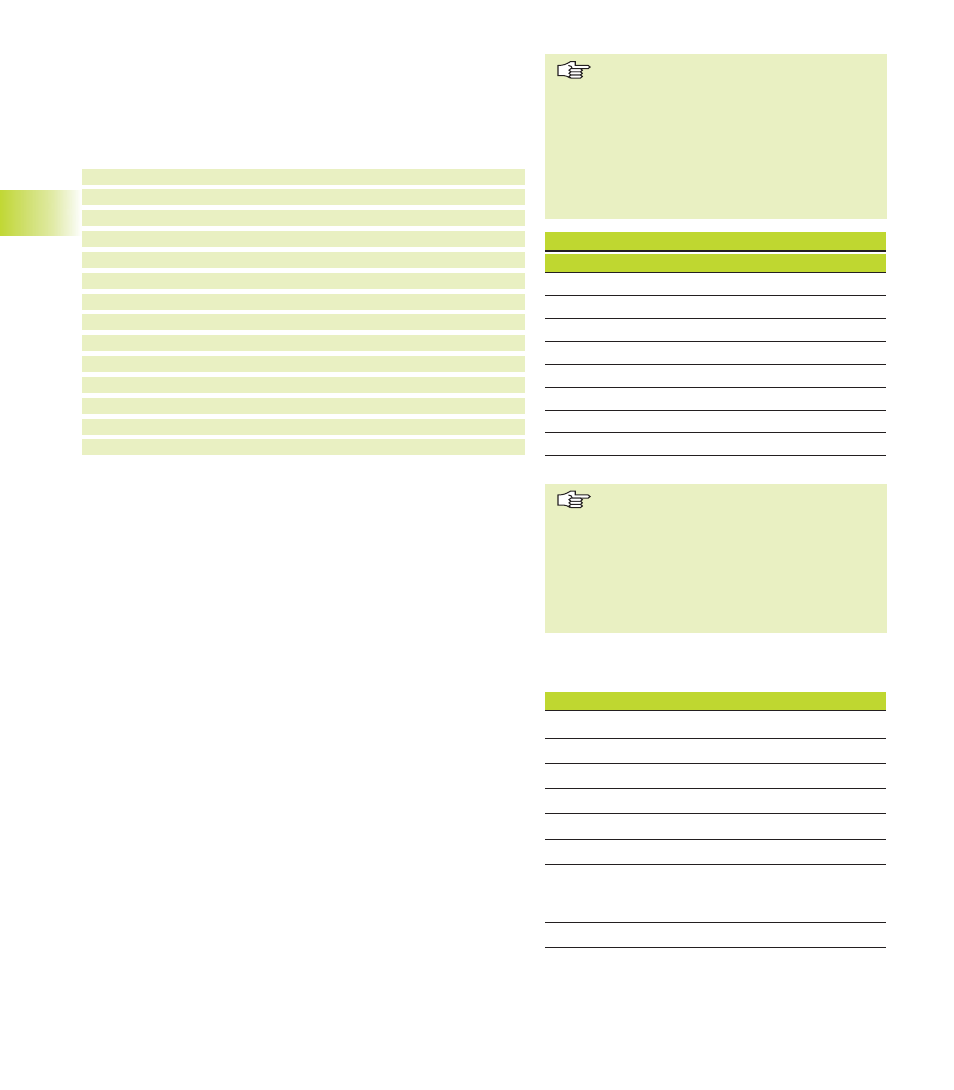
4.15.3 Verzweigung, Wiederholung, bedingte Satz-
ausführung
Die „V-Variablen“ werden in der Simulation nachgebildet. Sie kön-
nen den V-Variablen Werte zuweisen und so alle Zweige Ihres NC-
Programms testen.
Sie können maximal zwei Bedingungen verknüpfen.
Vergleichsoperatoren für IF... und WHILE..
<
Kleiner
<=
Kleiner oder Gleich
<>
Ungleich
>
Größer
>=
Größer oder Gleich
==
Gleich
Bedingungen verknüpfen:
AND
logische Verknüpfung UND
OR
logische Verknüpfung ODER
■
Die Stückzahlzählung in V660 ist abwei-
chend von der Stückzahlzählung in der
Maschinenanzeige.
■
X-Werte werden als Radiuswerte ge-
speichert.
■
Beachten Sie: die Funktionen G901,
G902, G903, G912 und G916 überschrei-
ben die Variablen – auch wenn sie noch
nicht ausgewertet sind !
Hinweis zum Interpreterstop (G909)
Der CNC PILOT bearbeitet ca. 15 bis 20 NC-Sätze „im voraus“. Wenn
Variablenzuweisungen kurz vor der Auswertung erfolgen, würden
„alte Werte“ verarbeitet. Ein Interpreterstop sorgt dafür, dass die
Variable den „neuen“ Wert beinhaltet.
G909 stoppt die „Vorausinterpretation“. Die NC-Sätze bis zum G909
werden abgearbeitet – erst danach werden die nächsten NC-Sätze
abgearbeitet.
■
Programmieren Sie einen Interpreter-
stop, wenn Variable oder externe Ereig-
nisse sich „kurz vor“ der Satzausführung
ändern.
■
Jeder Interpreterstop verlängert die
Ausführungszeit des NC-Programms.
■
Einige G-Funktionen beinhalten den In-
terpreterstop.
4.15 V
a
riablenpr
ogr
ammier
ung
Variablenbelegung V901..V920
X
Z
Y
Schlitten 1
V901
V902
V903
Schlitten 2
V904
V905
V906
Schlitten 3
V907
V908
V909
Schlitten 4
V910
V911
V912
Schlitten 5
V913
V914
V915
Schlitten 6
V916
V917
V918
C-Achse 1:
V919
C-Achse 2:
V920
■
V921: Winkelversatz bei „G906 Spindelsynchronlauf“
■
V922/V923: Ergebnis bei „G905 C-Winkelversatz“
■
V982: Fehlernummer bei „G912 Istwertaufnahme Inprozessmes-
sen“
■
V300: Ergebnis bei „G991 Abstechkontrolle“
Beispiele „V-Variable“
. . .
N.. V{M1[Z]=300}
[ setzt „Maschinenmaß 1 Z“ auf „300“ ]
. . .
N.. G0 Z{M1[Z]}
[fährt auf „Maschinenmaß 1 Z“]
. . .
N.. IF{E1[1]==0}
[Abfrage „Externes Ereignis 1 – Bit 1“]
. . .
N.. V{D5[X]=1.3}
[setzt „Korrektur X bei Werkzeug 5“]
. . .
N..V{V12=17.4}
N..V{V12=V12+1}
N.. G1 X{V12}
. . .