6 inspektionsbetrieb, 5 a u tomatikbetr ieb – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 58
3 Betriebsart Maschine
46
Fortsetzung nächste Seite
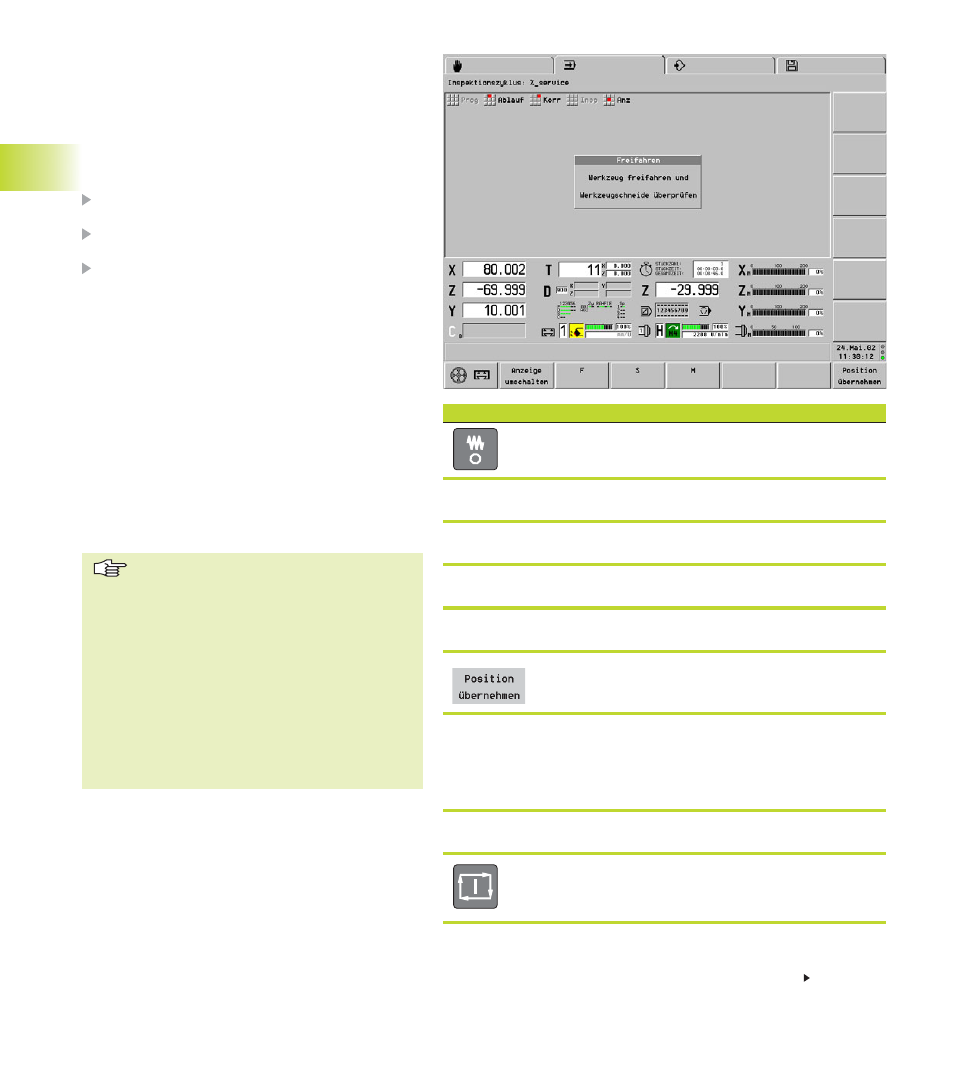
3.5.6 Inspektionsbetrieb
Sie können den Programmablauf unterbrechen, das
„aktive Werkzeug“ prüfen, korrigieren oder die
Schneide wechseln und das NC-Programm an dem
Unterbrechungspunkt fortsetzen.
Der Inspektionszyklus wird in folgenden Schritten
durchgeführt:
Programm unterbrechen und Werkzeug „frei-
fahren“
Werkzeug überprüfen, gegebenenfalls die Schnei-
de wechseln
Werkzeug zurückfahren
■
Schneide war o.k.: automatischen Programmab-
lauf fortsetzen
■
bei neuer Schneide: durch „Ankratzen“ die Kor-
rekturwerte ermitteln – danach automatischen
Programmablauf fortsetzen
Wenn Sie das Werkzeug „freifahren“, speichert der
CNC PILOT die ersten fünf Verfahrbewegungen. Da-
bei entspricht jede Richtungsänderung einem Ver-
fahrweg.
Sie können das NC-Programm vor dem Unterbre-
chungspunkt fortsetzen. Dabei geben Sie die Entfer-
nung zum „Unterbrechungspunkt“ an. Ist die „Ent-
fernung“ größer als der Abstand Satzanfang – Unter-
brechungspunkt, startet der CNC PILOT ab Satzan-
fang des unterbrochenen NC-Satzes.
■
Während des Inspektionsvorgangs kön-
nen Sie den Revolver schwenken, die
Spindeltasten betätigen, etc.
■
Wurde der Revolver geschwenkt,
wechselt das Rückfahrprogramm das
„richtige“ Werkzeug ein.
■
Wählen Sie bei einem Schneidenwech-
sel die Korrekturwerte so, dass das Werk-
zeug vor dem Werkstück zum Stehen
kommt.
■
Sie können im Zyklus-Stop-Zustand
den Inspektionszyklus mit ESC abbre-
chen und nach „Handsteuern“ wechseln.
Inspektionsbetrieb
Programmablauf unterbrechen
<
„Insp(ektion)“ wählen
<
Werkzeug mit den Handrichtungstasten freifahren.
<
Gegebenenfalls den Revolver schwenken.
<
Schneide inspizieren – gegebenenfalls wechseln.
<
Den Inspektionsvorgang abschließen – der CNC
PILOT lädt das Rückfahr-Programm („_SERVICE“).
<
Die Dialogbox „Wkz-Korrektur“ wird geöffnet. Tragen Sie die
Werkzeugkorrektur ein und schließen mit „OK“ ab.
Wählen Sie bei einer neuen Schneide den Korrekturwert so, dass
das Werkzeug bei der Rückfahrt vor dem Werkstück steht.
<
Gegebenenfalls die Spindel aktivieren.
<
startet das Rückfahrprogramm.
<
3
.5
A
u
tomatikbetr
ieb