7 dr ehzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 142
4 DIN PLUS
130
Fortsetzung nächste Seite
4.7 Dr
ehzyklen
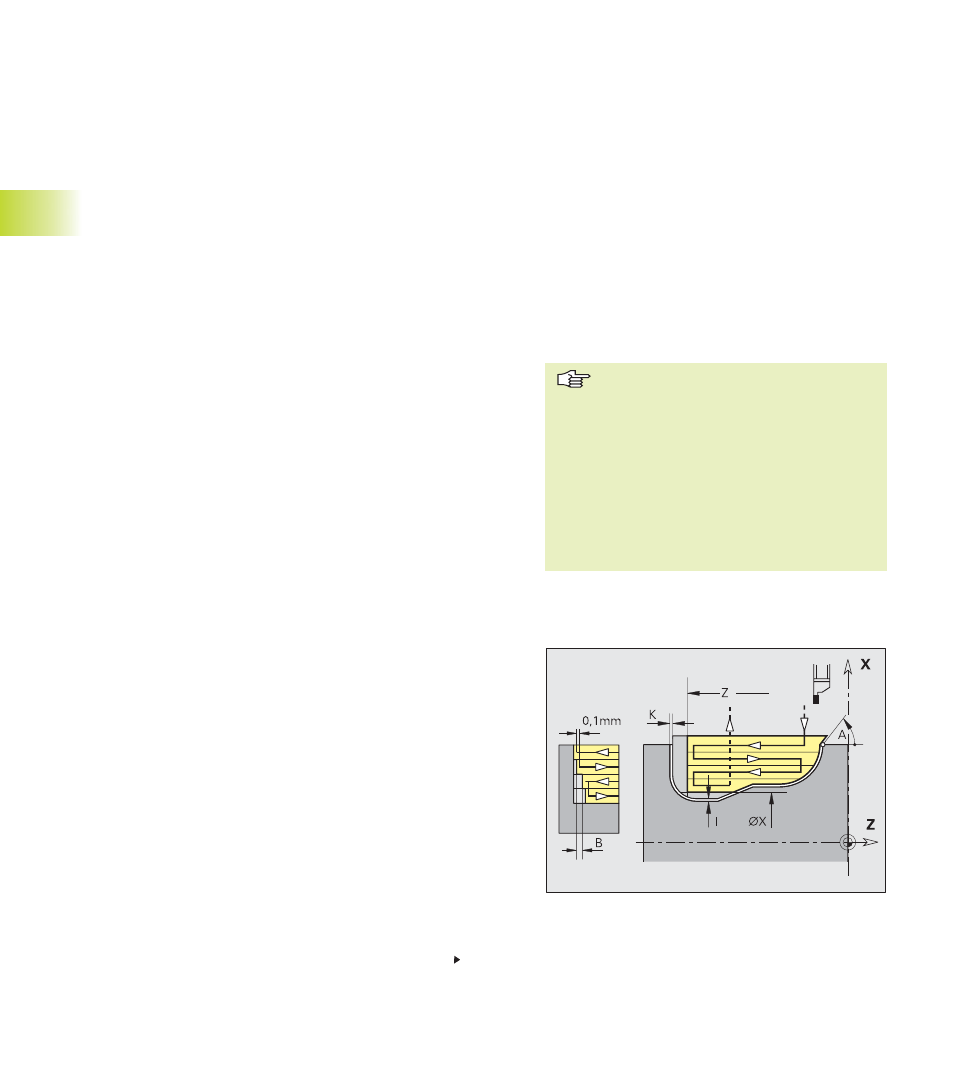
Stechdrehzyklus G869
G869 zerspant den durch „NS, NE" beschriebenen Konturbereich
axial/radial. Durch alternierende Einstech- und Schruppbewegungen
erfolgt die Zerspanung mit einem Minimum an Abhebe- und Zu-
stellbewegungen.
Die zu bearbeitende Kontur darf mehrere Täler enthalten. Gegebe-
nenfalls wird die Zerspanungsfläche in mehrere Bereiche unterteilt.
Der CNC PILOT erkennt anhand der Werkzeugdefinition, ob ein ra-
dialer oder axialer Einstich vorliegt.
Mit „NS – NE“ legen Sie die Bearbeitungsrichtung fest. Besteht die
zu bearbeitende Kontur aus einem Element, gilt:
■
ausschließlich NS programmiert: Bearbeitung in Kontur-
Definitionsrichtung
■
NS und NE programmiert: Bearbeitung entgegen Kontur-
Definitionsrichtung
Abhängig vom Material, der Vorschubgeschwindigkeit etc. „ver-
kippt“ die Schneide bei der Drehbearbeitung. Den dadurch entste-
henden Zustellungsfehler korrigieren Sie mit der „Drehtiefen-
korrektur R“. Der Wert wird in der Regel empirisch ermittelt.
Ab der zweiten Zustellung wird bei dem Übergang von der Dreh-
zur Stechbearbeitung die zu zerspanende Strecke um die „Versatz-
breite B“ reduziert. Bei jedem weiteren Übergang an dieser Flanke
erfolgt die Reduzierung um „B“ – zusätzlich zu dem bisherigen Ver-
satz. Die Summe des „Versatzes“ wird auf 80% der effektiven
Schneidenbreite begrenzt (effektive Schneidenbreite = Schneiden-
breite – 2*Schneidenradius). Der CNC PILOT reduziert gegebenen-
falls die programmierte Versatzbreite. Das Restmaterial wird am
Ende des Vorstechens mit einem Stechhub zerspant.
Drehbearbeitung unidirektional (U=1): die Schruppbearbeitung er-
folgt in der Bearbeitungsrichtung „NS – NE“.
Die einfachste Form der Programmierung besteht in der Angabe
von NS bzw. NS und NE und P.
Parameter
NS:
Anfang--Satznummer (Beginn des Konturabschnitts – oder Re-
ferenz auf G22-/G23-Geo-Einstich)
NE:
Ende-Satznummer (Ende des Konturabschnitts) – entfällt,
wenn die Kontur mit G22-/G23-Geo definiert ist
P:
maximale Zustellung
R:
Drehtiefenkorrektur für Schlichtbearbeitung – default: 0
I:
Aufmaß in X-Richtung (Durchmessermaß) – default: 0
K:
Aufmaß in Z-Richtung – default: 0
X:
Schnittbegrenzung (Durchmessermaß) – default: keine Schnitt-
begrenzung
Z:
Schnittbegrenzung – default: keine Schnittbegrenzung
A, W: Anfahrwinkel, Abfahrwinkel – default: entgegen der
Einstechrichtung
Zyklusablauf (bei Q=0 oder 1)
1 errechnet die Zerspanungsbereiche und die
Schnittaufteilung
2 stellt vom Startpunkt aus für den ersten Schnitt zu
– unter Berücksichtigung des Sicherheitsabstan-
des (Radialeinstich: erst Z-, dann X-Richtung; Axial-
einstich: erst X-, dann Z-Richtung)
3 sticht ein (Stechbearbeitung)
4 zerspant rechtwinklig zur Stechrichtung (Dreh-
bearbeitung)
5 wiederholt 3...4 bis der Zerspanbereich bearbeitet
ist
6 wiederholt gegebenenfalls 2...5 bis alle Zerspa-
nungsbereiche bearbeitet sind
7 wenn Q=0: schlichtet die Kontur
G869 setzt Werkzeuge des Typs 26*
voraus.
Schneidenradiuskorrektur: wird durch-
geführt
G57-Aufmaß: „vergrößert“ die Kontur
(auch Innenkonturen)
G58-Aufmaß:
■
>0: „vergrößert“ die Kontur
■
<0: wird nicht verrechnet
G57-/G58-Aufmaße werden nach
Zyklusende gelöscht