17 m-funktionen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 196
4 DIN PLUS
184
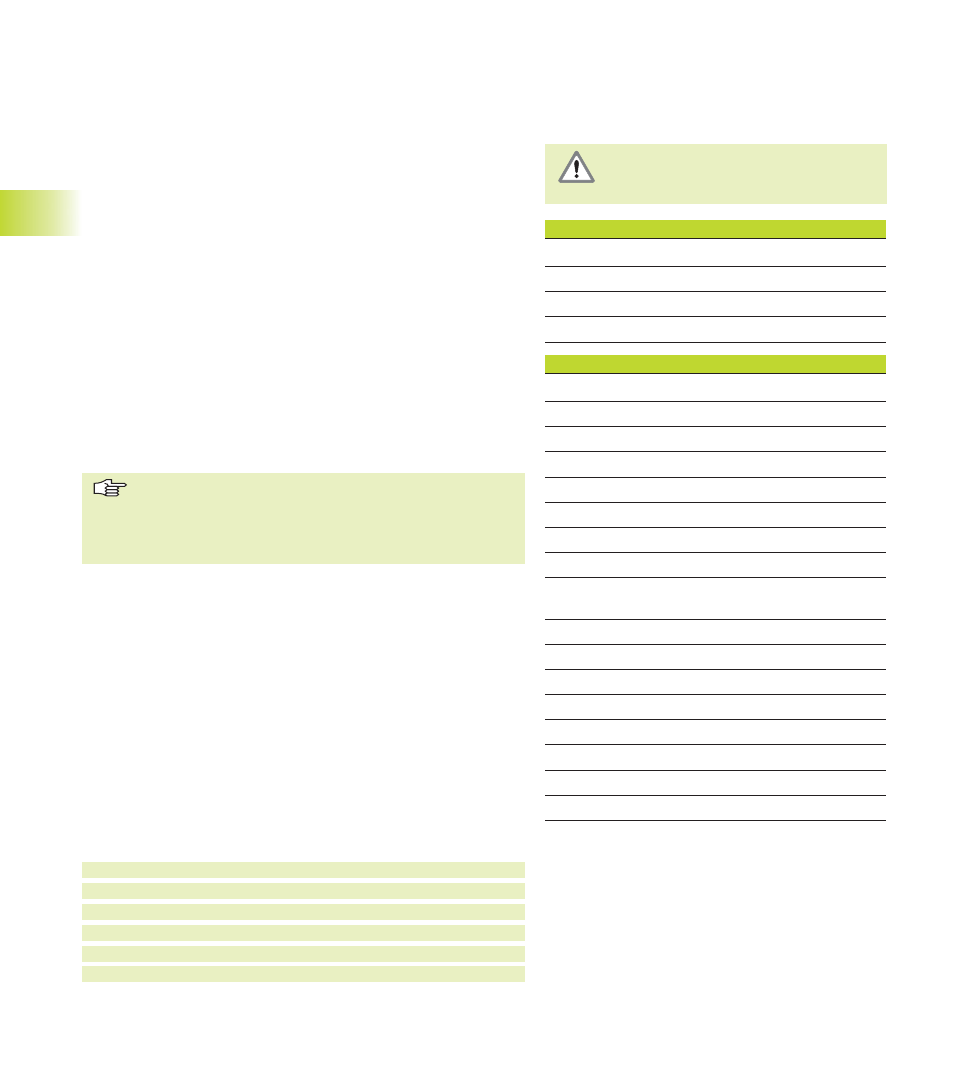
Maschinenbefehle
Die Wirkung der Maschinenbefehle ist von der Aus-
führung der Drehmaschine abhängig. Die folgende
Tabelle listet die „in der Regel“ verwendeten M-
Befehle auf.
Informieren Sie sich im Maschinen-
handbuch über die M-Befehle Ihrer Ma-
schine.
M-Befehle zur Steuerung des Programmablaufs
M00
Programm Halt
M01
Wahlweiser Halt
M30
Programmende
M99 NS..
Programmende mit Wiederstart
M-Befehle als Maschinenbefehle
M03
Hauptspindel Ein (cw)
M04
Hauptspindel Ein (ccw)
M05
Hauptspindel Stop
M12
Bremse Hauptspindel klemmen
M13
Bremse Hauptspindel lösen
M14
C-Achse Ein
M15
C-Achse Aus
M19 C..
Spindelstopp auf Position „C“
M40
Getriebe auf Stufe 0 schalten (Neu-
tralstellung)
M41
Getriebe auf Stufe 1 schalten
M42
Getriebe auf Stufe 2 schalten
M43
Getriebe auf Stufe 3 schalten
M44
Getriebe auf Stufe 4 schalten
Mx03
Spindel x Ein (cw)
Mx04
Spindel x Ein (ccw)
Mx05
Spindel x Stop
M97
Synchronfunktion
4.1
7 M-F
unktionen
4.17 M-Funktionen
M-Funktionen steuern den Programmablauf und schalten Aggrega-
te der Maschine (Maschinenbefehle).
M00 Programm Halt
Die Programmausführung stoppt – „Zyklus Start“ setzt die Pro-
grammausführung fort.
M01 Wahlweiser Halt
Der Softkey „Wahlweiser Halt“ (Automatikbetrieb) stellt ein, ob die
Programmausführung bei M01 anhält. „Zyklus Start“ setzt die
Programmausführung fort.
M30 Programmende
M30 bedeutet „Programm- bzw. Unterprogrammende“. (Sie brau-
chen M30 nicht zu programmieren.)
Wenn Sie nach M30 „Zyklus Start“ betätigen, beginnt die Pro-
grammausführung erneut ab Programmanfang.
M99 Programmende mit Wiederstart am Programmanfang bzw.
angegebener Satznummer
M99 bedeutet „Programmende und Wiederstart“. Der CNC PILOT
beginnt die Programmausführung erneut ab:
■
Programmanfang, wenn NS nicht eingetragen ist
■
Satznummer NS, wenn NS eingetragen ist
Selbsthaltende Funktionen (Vorschub, Drehzahl, Werk-
zeugnummer etc.), die am Programmende gültig sind,
gelten bei Wiederstart des Programms. Deshalb sollten
Sie die selbsthaltenden Funktionen am Programmanfang
bzw. ab dem Startsatz (bei M99) neu programmieren.
M97 Synchronfunktion
Schlitten, für die M97 programmiert ist, warten bis alle Schlitten
diesen Satz erreicht haben. Danach wird die Programmausführung
fortgesetzt.
Für komplexe Bearbeitungen (z.B. Bearbeitung mehrerer Werkstük-
ke) kann M97 mit Parametern programmiert werden.
Parameter
H:
Synchron-Marken Nummer – die Auswertung erfolgt aus-
schließlich während der Interpretation der NC-Programme
Q:
Schlittennummer – verwenden Sie die Synchronisierung mit
Q, wenn eine Synchronisierung mit $x nicht möglich ist
D:
Ein/Aus – default: 0
■
0: Aus – Synchronisierung zur Laufzeit des NC-Programms
■
1: Ein – Synchronisierung ausschließlich während der Inter-
pretation der NC-Programme
Beispiel M97
. . .
$1
N.. G1 X.. Z..
$2
N.. G1 X.. Z..
$1$2 N.. M97
[$1, $2 warten aufeinander]
. . .