6 nullpunkt- verschiebungen, 6 nullpunkt-verschiebungen, 6 bearbeitungs-bef ehle – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 128
4 DIN PLUS
116
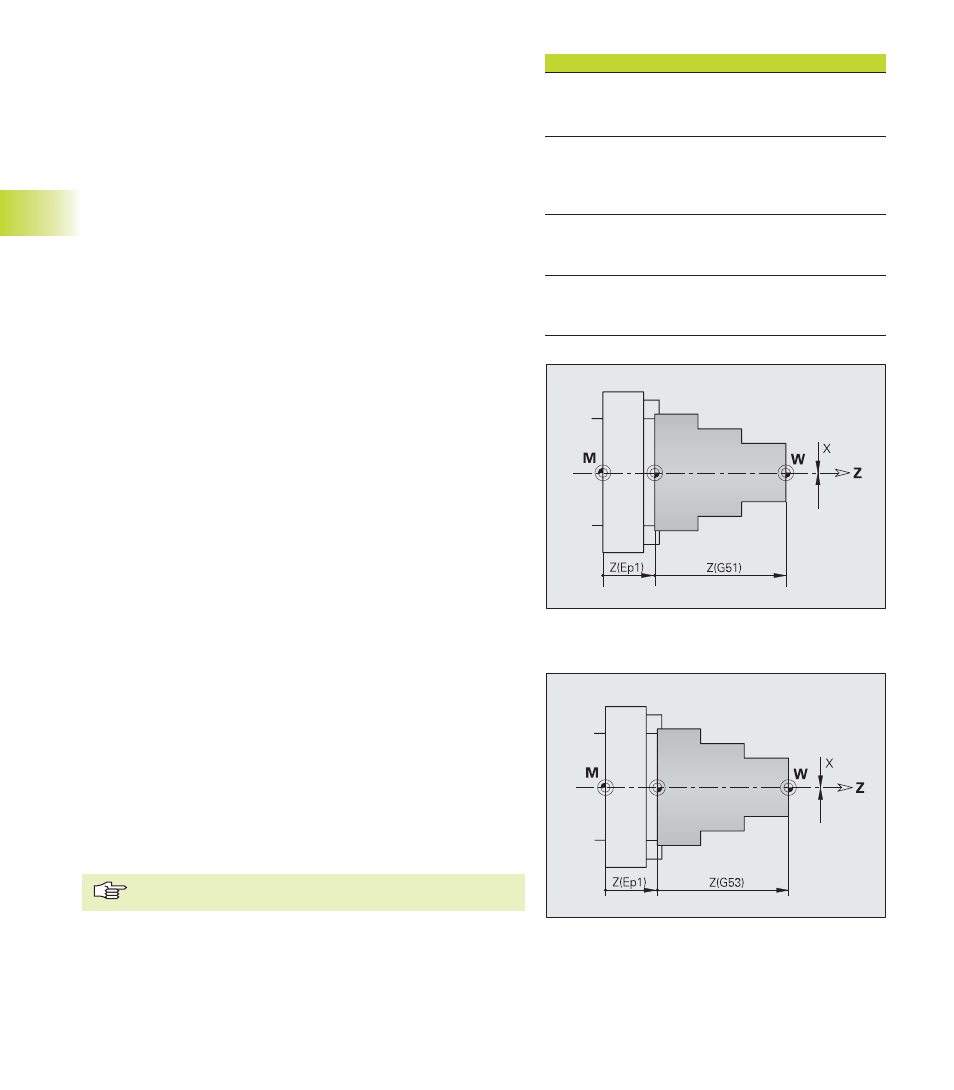
Nullpunkt-Verschiebung G51
Verschiebt den Werkstück-Nullpunkt um „Z“ (oder „X“). Die Ver-
schiebung bezieht sich auf den im Einrichtebetrieb definierten
Werkstück-Nullpunkt.
Auch wenn Sie G51 mehrfach programmieren, bleibt der Bezugs-
punkt der im Einrichtebetrieb definierte Werkstück-Nullpunkt.
Die Nullpunkt-Verschiebung gilt bis Programmende, oder bis er von
anderen Nullpunkt-Verschiebungen aufgehoben wird.
Parameter
X, Z: Verschiebung (X Radiusmaß) – default: 0
Parameterabhängige Nullpunkt-Verschiebung G53,
G54, G55
Verschiebt den Werkstück-Nullpunkt um den in den Einrichte-
parametern 3, 4, 5 definierten Wert. Die Verschiebung bezieht sich
auf den im Einrichtebetrieb definierten Werkstück-Nullpunkt.
Auch wenn Sie G53, G54, G55 mehrfach programmieren, bleibt der
Bezugspunkt der im Einrichtebetrieb definierte Werkstück-Null-
punkt.
Die Nullpunkt-Verschiebung gilt bis Programmende oder bis er von
anderen Nullpunkt-Verschiebungen aufgehoben wird.
Eine Verschiebung in X wird als Radiusmaß angegeben.
4.6.6 Nullpunkt-Verschiebungen
Sie können in einem NC-Programm mehrere Nullpunkt-Verschie-
bungen programmieren. Die Relationen der Koordinaten zueinan-
der (Rohteil-, Fertigteil-, Hilfskonturbeschreibung) werden von Null-
punkt-Verschiebungen nicht beeinflusst.
G920 schaltet Nullpunkt-Verschiebungen vorübergehend aus –
G980 wieder ein.
Übersicht
G51
n
relative Verschiebung
n
programmierte Verschiebung
n
Bezug: eingerichteter Werkstück-Nullpunkt
G53, G54, G55
n
relative Verschiebung
n
Verschiebung aus Parametern
n
Bezug: eingerichteter Werkstück-Nullpunkt
G56
n
additive Verschiebung
n
programmierte Verschiebung
n
Bezug: aktueller Werkstück-Nullpunkt
G59
n
absolute Verschiebung
n
programmierte Verschiebung
n
Bezug: Maschinen-Nullpunkt
4.6 Bearbeitungs-Bef
ehle