12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 308
6 TURN PLUS
296
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)
Abholposition in Z (LD):
■
0: Abholposition in Maschinenmaß 1
■
1..6: Abholposition in Maschinenmaß 1..6
■
≠ 0..6: Abholposition – Berechnung des Vorschlagswerts:
siehe Skizze
Arbeitsposition in Z (LE): Vorschlagswert: Nullpunkt-Offset z.B. aus
Maschinen-Parameter 1164 für Z-Achse $1
Fertigteillänge (LF): aus der Werkstückbeschreibung
Abstand Anschlagkante (LH): Abstand Referenzpunkt Futter – An-
schlagkante Spannbacke, ermittelt aus der zweiten Auf-
spannung
minimaler Vorschubweg (I):
■
ohne Fahren auf Festanschlag: Sicherheitsabstand auf
das abzuholende Werkstück – Vorschlagswert: aus „Sicher-
heitsabstand auf Rohteil“ (Bearbeitungs-Parameter 2)
■
mit Fahren auf Festanschlag: siehe Maschinen-Handbuch
maximaler Vorschubweg (J):
■
keine Eingabe: ohne Fahren auf Festanschlag
■
mit Eingabe: mit Fahren auf Festanschlag – Bedeutung
der Parameter I und J: siehe Maschinen-Handbuch
1, wenn 2 Werkst (U): ist ohne Bedeutung
Fortsetzung nächste Seite
Ablauf Abstechen und Werkstückübergabe:
selektieren Sie das vertikale Element, an dem ab-
gestochen werden soll – TURN PLUS öffnet die
Dialogbox des Expertenprogramms
prüfen/ergänzen Sie die Parameter „Abstechen“
nach Betätigung von OK erfolgt der
Abstechvorgang
definieren Sie die Spannmitteldaten und -position
für die zweite Aufspannung
prüfen/ergänzen Sie die Parameter „Werkstück-
übergabe“
nach Betätigung von OK erfolgt die Werkstücküber-
gabe
TURN PLUS trägt die ermittelten Parameter als Vor-
schlagswerte ein. Überprüfen bzw. ergänzen Sie die
Einträge.
Die Bedeutung der Übergabe-Parameter
ist vom Namen des Expertenprogramms
abhängig.
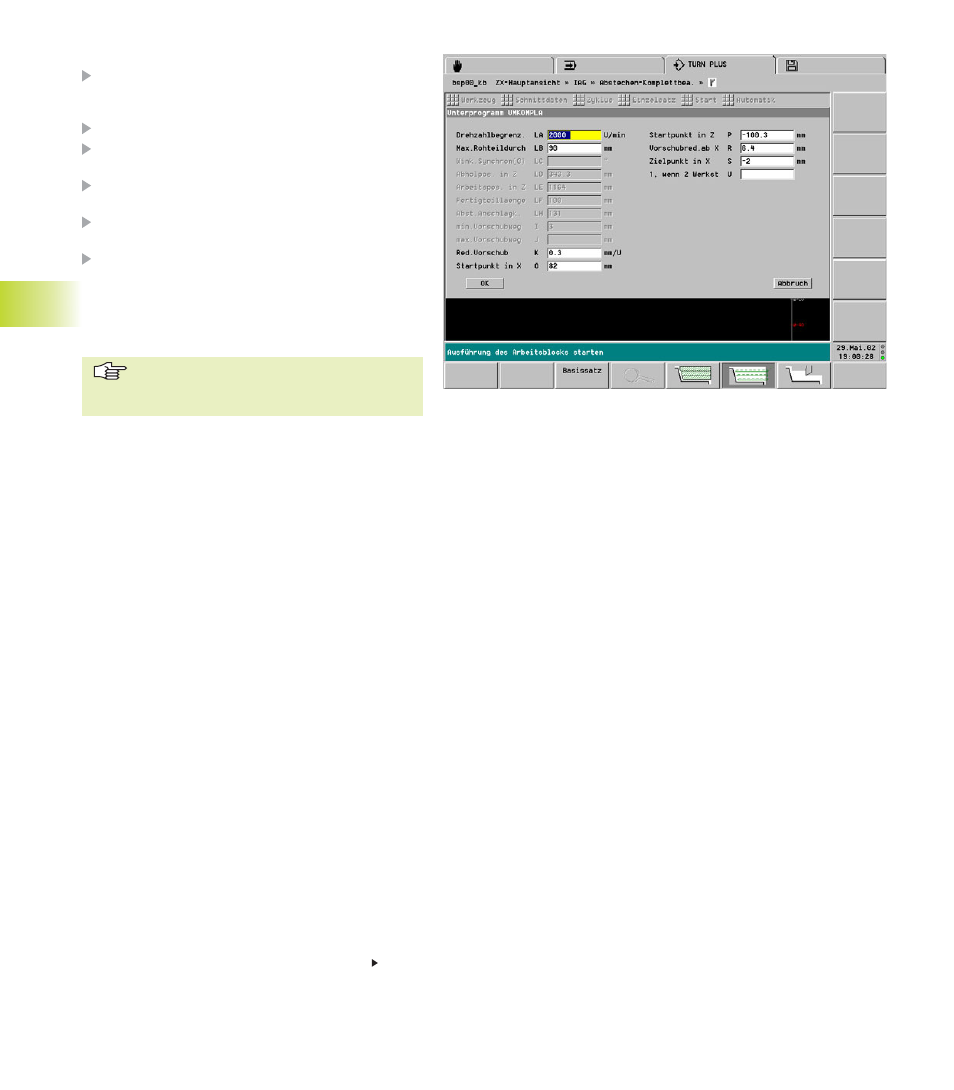
Übergabe-Parameter bei Expertenprogramm
„UMKOMPLA“
„Abstechen“ (siehe Skizze)
Drehzahlbegrenzung (LA): für den Abstechvorgang
Maximaler Rohteildurchmesser (LB): Vorschlags-
wert: aus der Werkstückbeschreibung
Reduzierter Vorschub (K): für den Abstechvorgang
■
0: keine Vorschubreduzierung
■
>0: (reduzierter) Vorschub
Startpunkt in X (O): für den Abstechvorgang – Vor-
schlagswert: aus der Werkstückbeschrei-
bung
Startpunkt in Z (P): für den Abstechvorgang – Vor-
schlagswert: vertikales Element aus der
„Selektion“
„Werkstückübergabe“ (siehe auch „
6.11 Rüsten –
Umspannen“)
Drehzahl- oder Winkelsynchronlauf (LC):
■
0: Winkelsynchronlauf ohne Winkel-
versatz
■
>0: Winkelsynchronlauf mit vorgegebe-
nem Winkelversatz
■
<0: Drehzahlsynchronlauf