5 bearbeit ungs-p ar amet er – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 376
7 Parameter und Betriebsmittel
364
7.5 Bearbeit
ungs-P
ar
amet
er
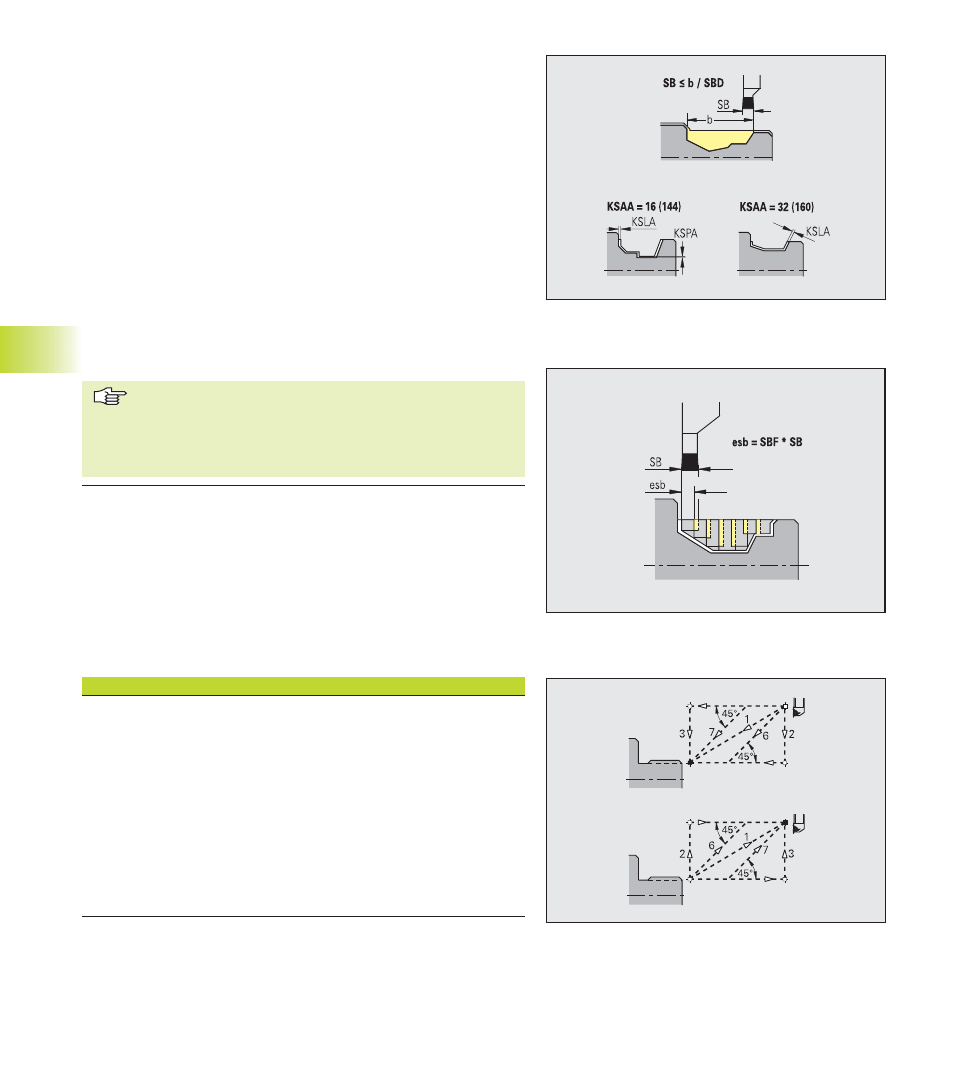
Ein- und Konturstechen – Werkzeugwahl, Aufmaße
Sind bei der Bearbeitungsart Konturstechen nur Linearelemente,
aber kein achsparalleles Element am Einstichgrund vorhanden, er-
folgt die Werkzeugwahl anhand des „Stechbreitendivisors SBD“.
■
Stechbreitendivisor [SBD]
SB <= b / SBD (SB: Breite Stechwerkzeug; b: Breite Bearbeitungs-
bereich)
■
Aufmaßart [KSAA] – Der zu bearbeitende Stechbereich kann mit
Aufmaßen versehen werden. Sind Aufmaße definiert, wird der
Einstich vorgestochen und in einem zweiten Arbeitsgang ge-
schlichtet. Eingaben:
■
16: unterschiedliches Längs-/Planaufmaß – keine Einzelaufmaße
■
144: unterschiedliches Längs-/Planaufmaß – mit Einzelauf-
maßen
■
32: äquidistantes Aufmaß – keine Einzelaufmaße
■
160: äquidistantes Aufmaß – mit Einzelaufmaßen
■
Äquidistant oder Längs [KSLA]: äquidistantes Aufmaß oder
Längsaufmaß
■
Kein oder Plan [KSPA]: Planaufmaß
■
Die Aufmaße werden in der Bearbeitungsart Kontur-
stechen bei Konturtälern berücksichtigt.
■
Genormte Einstiche (Beispiel: Form D, S, A) werden in
einem Arbeitsgang fertig gestochen. Eine Aufteilung in
Schruppen und Schlichten ist nur in DIN PLUS möglich.
Ein- und Konturstechen – Bearbeitung
Auswertung: DIN PLUS
■
Stechbreitenfaktor [SBF] – zur Ermittlung des maximalen Versat-
zes bei Stechzyklen (G860, G866).
Es gilt: esb = SBF * SB (esb: effektive Stechbreite (Versatz); SB:
Breite Stechwerkzeug)
7 – Gewindedrehen
Gewindedrehen – An- und Abfahren
■
Anfahren Außen – Gewinde [ANGA]
■
Anfahren Innen – Gewinde [ANGI]
■
Abfahren Außen – Gewinde [ABGA]
■
Abfahren Innen – Gewinde [ABGI]
Anfahrart/Abfahrart:
■
1: X- und Z-Richtung gleichzeitig
■
2: erst X- dann Z-Richtung
■
3: erst Z- dann X-Richtung
■
6: Mitschleppen, X- vor Z-Richtung
■
7: Mitschleppen, Z- vor X-Richtung
An- und Abfahrbewegungen erfolgen im Eilgang (G0).