12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 301
HEIDENHAIN CNC PILOT 4290
289
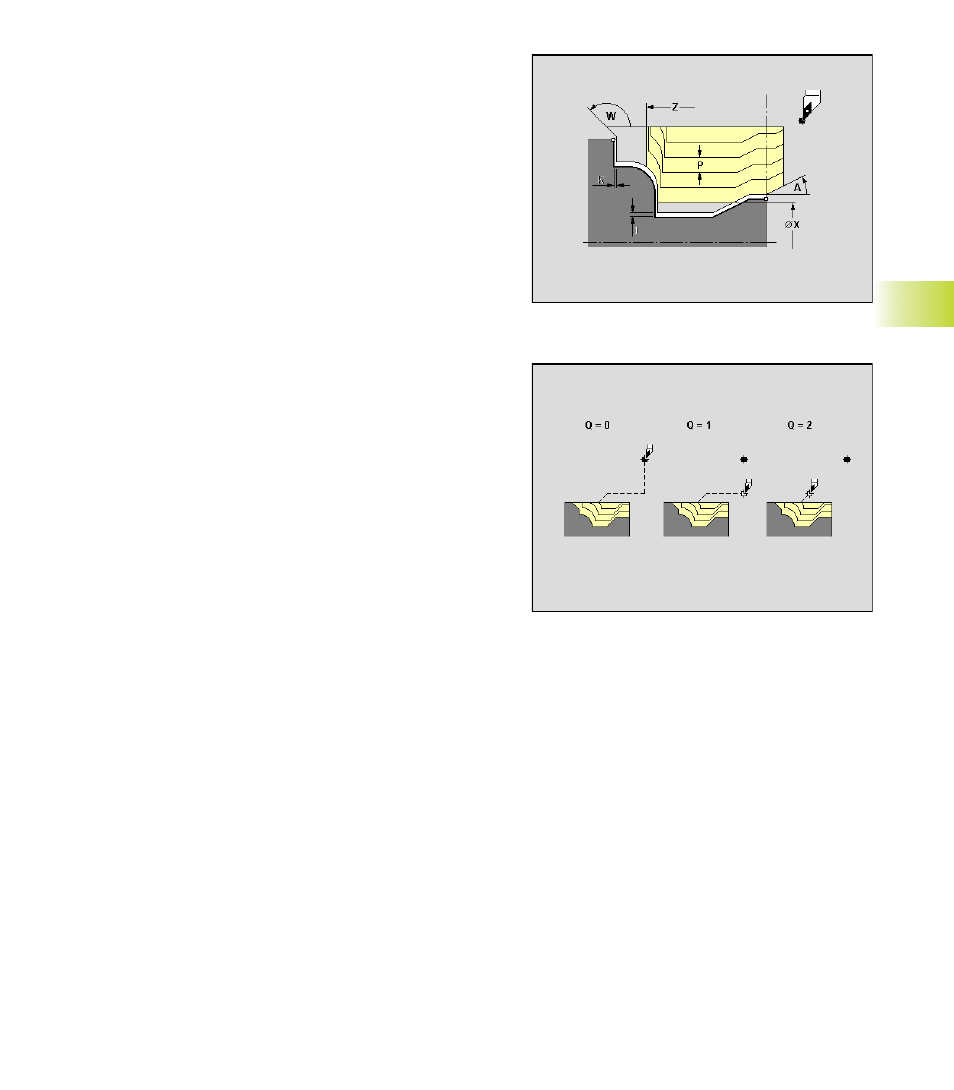
Schruppen Konturparallel (G830)
Parameter
P:
Schnitttiefe (maximale Zustellung)
A:
Anfahrwinkel (Bezug: Z-Achse) – default 0°/180° (parallel zur
Z-Achse)
W:
Abfahrwinkel (Bezug: Z-Achse) – default 90°/270° (recht-
winklig zur Z-Achse)
X, Z:
Schnittbegrenzung
Aufmaßart einstellen: per Softkey
I, K:
unterschiedliches Längs-/Plan-Aufmaß
I:
konstantes Aufmaß – generiert „Aufmaß G58“ vor dem Zy-
klus
E:
reduzierter Eintauchvorschub
Q:
Freifahrart bei Zyklusende
■
Q=0: zurück zum Startpunkt – erst X- dann Z-Richtung
■
Q=1: positioniert vor der fertigen Kontur
■
Q=2: hebt ab auf Sicherheitsabstand und stoppt
Freistich-Bearbeitung (siehe Softkey-Tabelle)
Schruppen automatisch
Menüpunkt: Schruppen – Schruppen automatisch
TURN PLUS generiert die Arbeitsblöcke für alle Schruppbearbeitun-
gen (längs, plan, Auskammern, innen, außen, etc.). Dabei werden
alle Elemente des Arbeitsblocks ermittelt (Werkzeuge, Schnittdaten,
Zyklusparameter, etc.).
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)