12 int er aktiv e arbeitsplang ener ier ung (ia g) – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 319
HEIDENHAIN CNC PILOT 4290
307
P:
■
Konturfräsen: Frästiefe – überschreibt die „Tiefe“ der
Konturdefinition
■
Entgraten: Eintauchtiefe des Werkzeugs – default: Fasen-
breite (aus „Bearbeitungs-Attribut Entgraten“) + 1 mm
I:
maximale Zustellung – default: Fräsen in einer Zustellung
L:
Aufmaß – Fräskontur „verschiben“ („Aufmaß G58“ vor
dem Fräszyklus)
■
Auswirkungen von „Fräsort, Fräslaufrichtung und Werk-
zeug-Drehrichtung“: siehe „
4.11 Fräszyklen“.
■
Entgraten: Die Fasenbreite wird als Bearbeitungs-At-
tribut definiert.
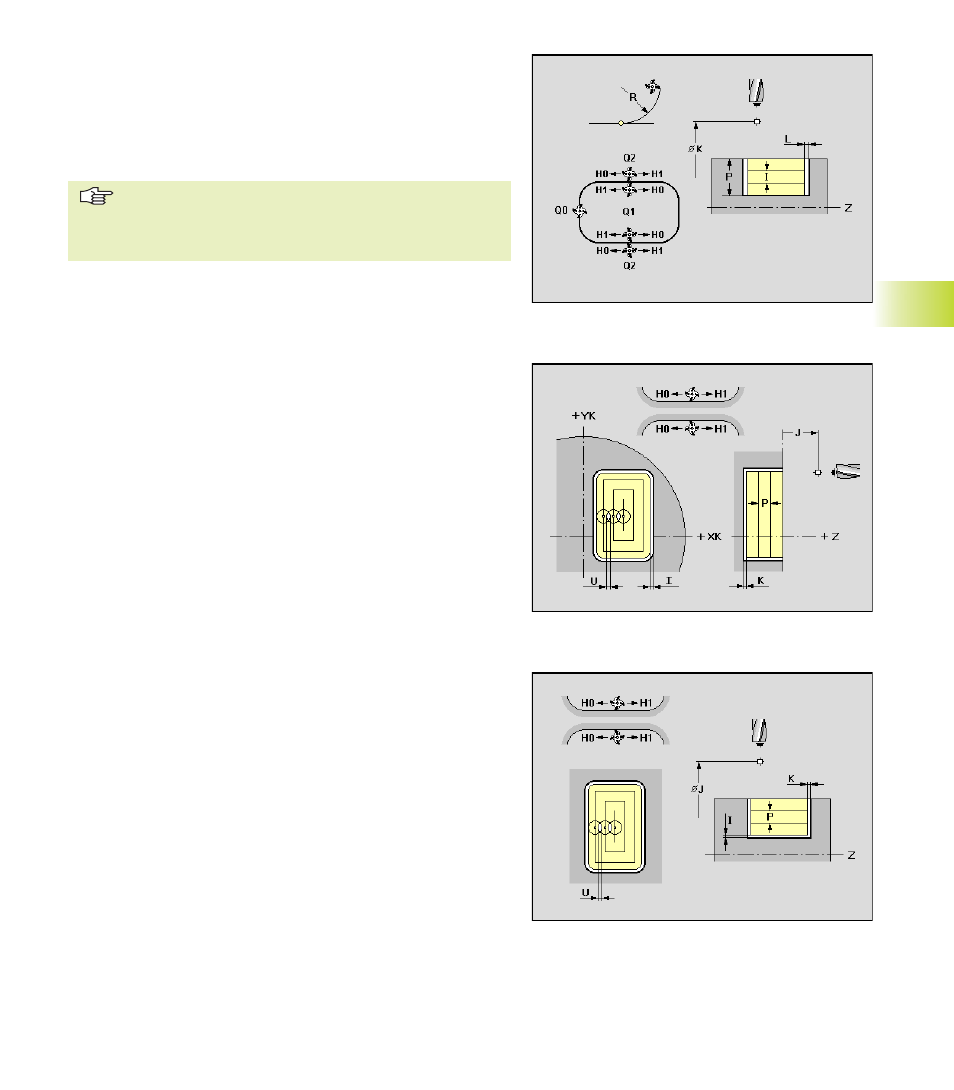
Flächenfräsen – Schruppen/Schlichten (G845/G846)
Schruppt/schlichtet Figuren oder geschlossene „freie Konturen“ der
Bezugsebenen:
■
STIRN
■
RUECKSEITE
■
MANTEL
Parameter
J:
Rückzugsebene – default: zurück zur Startposition
■
Stirn-/Rückseite: Rückzugsposition in Z-Richtung
■
Mantelfläche: Rückzugsposition in X-Richtung (Durch-
messermaß)
Q:
Bearbeitungsrichtung
■
nach außen (Q=0): von innen nach außen
■
nach innen (Q=1): von außen nach innen
H:
Fräslaufrichtung
■
H=0: Gegenlauf
■
H=1: Gleichlauf
U:
Überlappungsfaktor – Bereich: 0 <= U <= 0,9;
0: keine Überlappung
V:
Überlauffaktor – ist bei der Bearbeitung mit der C-Achse
ohne Bedeutung
P:
maximale Zustellung in der Fräsebene
I, K:
Aufmaß in X-, Z-Richtung – entfällt beim Schlichten
6.12 Int
er
aktiv
e
Arbeitsplang
ener
ier
ung (IA
G)