7 dr ehzyklen – HEIDENHAIN CNC Pilot 4290 Benutzerhandbuch
Seite 150
4 DIN PLUS
138
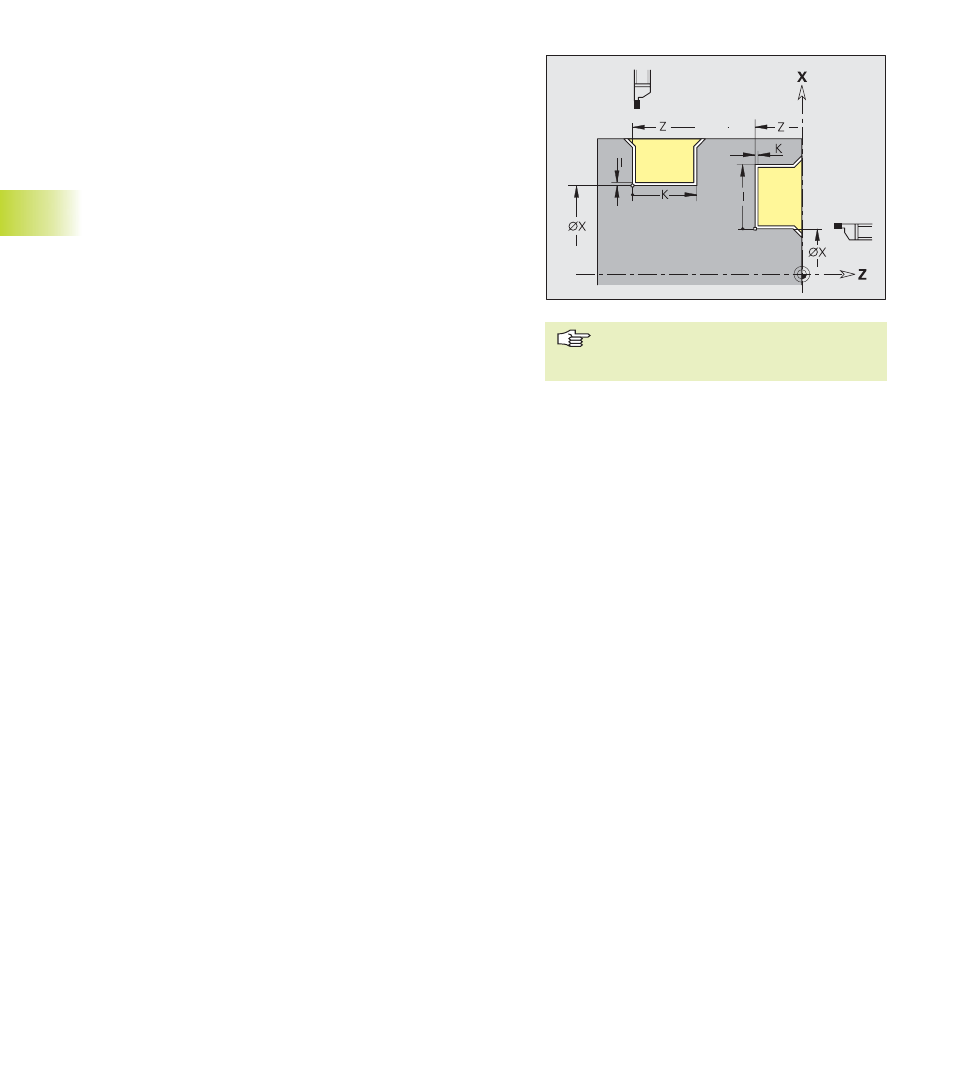
Einstechen G86
G86 erstellt einfache radiale und axiale Einstiche mit Fasen. Der
CNC PILOT ermittelt einen radialen/axialen bzw. einen Innen-/
Außeneinstich anhand der „Werkzeuglage“.
„Aufmaß K“ programmiert: zuerst Vorstechen, dann Fertigstechen
(Schlichten)
G86 erstellt Fasen an den Seiten des Einstichs. Positionieren Sie
das Werkzeug ausreichend vor dem Einstich, wenn Sie die Fasen
nicht wollen. Berechnung der Startposition XS (Durchmessermaß):
XS = XK + 2 * (1,3 – b)
XK:
Konturdurchmesser
b:
Fasenbreite
Zyklusablauf
1 errechnet die Schnittaufteilung – maximaler Versatz: SBF *
Schneidenbreite (SBF: siehe Bearbeitungs-Parameter 6)
2 fährt achsparallel im Eilgang auf Sicherheitsabstand an
3 sticht ein – unter Berücksichtigung des Schlichtaufmaß
4 ohne Schlichtaufmaß: verweilt die Zeit „E“
5 fährt zurück und stellt erneut zu
6 wiederholt 2...4, bis der Einstich erstellt ist
7 mit Schlichtaufmaß: schlichtet den Einstich
8 fährt achsparallel im Eilgang auf den Startpunkt zurück
Parameter
X, Z: Bodeneckpunkt (X Durchmessermaß)
radialer Einstich:
I:
Aufmaß
■
I>0: Aufmaß (Vorstechen und Schlichten)
■
I=0: kein Schlichten
K:
Einstichbreite – keine Eingabe: es erfolgt ein Stechhub (Ein-
stichbreite = Werkzeugbreite)
axialer Einstich:
I:
Einstichbreite – keine Eingabe: es erfolgt ein Stechhub (Ein-
stichbreite = Werkzeugbreite).
K:
Aufmaß
■
K>0: Aufmaß (Vorstechen und Schlichten)
■
K=0: kein Schlichten
E
Verweilzeit (Freischneidezeit) – default: Zeitdauer einer Um-
drehung
■
mit Schlicht-Aufmaß: nur beim Schlichten
■
ohne Schlicht-Aufmaß: bei jedem Einstich
■
Schneidenradiuskorrektur: wird
durchgeführt
■
Aufmaße: werden nicht verrechnet
4.7 Dr
ehzyklen